【技術情報】二軸押出機の充満率と滞留時間|テクノベル
はじめに
二軸押出機ではスクリュ構成そのものに注目が集まりがちですが、実際のプロセス挙動を大きく左右するのは、内部で材料がどのような“充満状態”で流れているかです。同じスクリュフォーメーションでも、吐出量や回転数が変わるだけで、樹脂の流れ方、滞留状態は大きく変化します。
現場で「混練が安定しない」「樹脂温度が想定以上に上がる」「脱揮でベントアップが起きる」といった現象をたどると、最終的に充満率に行き着くことが多くあります。充満率は高ければ良い・低ければ良いというものではなく、材料特性や目的に応じて、この状態をどう作り分けるかが重要になります。
二軸押出機の特徴は、スクリュフォーメーションによって内部の充満状況をある程度意図的に設計でき、さらに吐出量と回転数の運転条件でも、同じ構成のまま充満・滞留を大きく変えられる点にあります。このページでは、充満率の基本的な考え方と、充満状況を示す指標 Q/N が内部の充満挙動へどう影響するかを、実機観察を交えて整理します。
二軸押出機の充満率とQ/Nについて
充満率とは
充満率とは、スクリュ部に材料がどの程度満たされているかを示す指標です。一般的には 0〜1 の範囲で表され、押出機内で材料がどれだけ密に存在しているかを見るための基本的な考え方になります。
Q : 実際の吐出量、Qmax : 理論最大吐出量
理論最大吐出量Qmaxは、スクリュが1回転あたりに送り出せる体積に回転数を掛けたものなので、回転数Nに比例します。このため、充満率ηは実質的にQ/Nで決まります。これが、次に述べるQ/Nが充満率を評価する指標になる理由です。
Q/Nとは
Q/N(吐出量/回転数)は、押出機内の充満度を評価する指標です。同じ回転数なら吐出量が多いほど充満率は高くなり、同じ吐出量なら回転数を上げるほど充満率は下がります。現場では「今どれくらい充満しているか」をざっくり把握するためにQ/Nを参考にします。
C : バレル&スクリュの容量係数(スクリュのサイズやエレメントの設計によって異なる定数)
この比例関係が成り立つのは、材料がスクリュ溝を満たしきっていない「部分充満」の搬送区間です。充満率は押出機内の充満状況を表す一様な一つの値ではなく、押出プロセスの位置毎で異なります。スクリュに沿って、部分充満の区間(η<1)と、ニーディング部やダイ手前のような完全充満の区間(η=1)が混在しており、後者はすでに満杯のためQ/Nを変えても充満率は変わりません。このため、機械全体の平均充満率はQ/Nに厳密には比例しないと言えます。
Q/Nが同じなら部分充満区間の充満状態はほぼ同じになりますが、滞留時間やせん断履歴まで同じになるわけではありません。同じQ/Nでも回転数を2倍にすれば、材料の通過時間はおよそ半分になります。
押出プロセスにおける充満状況
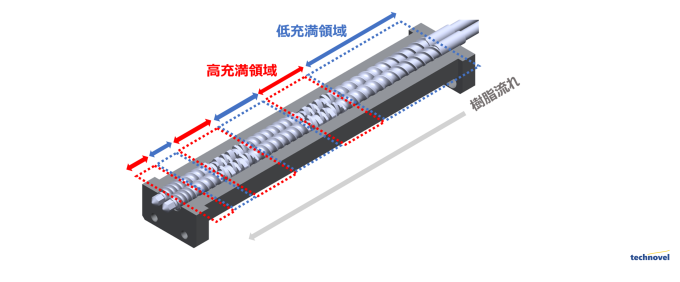
押出機内部の充満状態は、スクリュフォーメーションによって大きく変わります。搬送能力の高いフルフライトスクリュでは、材料は前へ送りやすく、比較的低充満になりやすい傾向があります。一方で、逆ねじエレメントや搬送能力を持たないエレメントを組み合わせると、材料が滞留しやすくなり、高充満領域を形成できます。
実際の押出では、「押し込む場所」と「逃がす場所」を意図的に作りながら、全体の流れを設計していきます。混練を強くしたい部分ではあえて充満を高め、脱揮したい部分では自由表面を確保するために充満を落とす、といった設計が行われます。単純に高充満が良い、低充満が良いという話ではなく、「どこでどんな状態を作りたいか」という設計思想が重要になります。
充満率・滞留時間が及ぼす影響
高充満ではスクリュ内で材料が強く押し付けられてせん断応力が増し、分散・分配混合が進み、滞留時間も長くなるため、フィラーや顔料の均一分散、反応押出での反応時間の確保には有利に働きます。反面、圧力上昇や粘性発熱で樹脂温度の過昇温・熱劣化、装置負荷の増大を招きやすく、熱に敏感な材料では分解や物性低下のリスクが高まります。逆に低充満では熱履歴を抑えやすい一方、せん断が弱まり、混練不足・分散不良が出やすくなります。また充満状態が不安定だと、圧力脈動・気泡混入・吐出量変動が生じる可能性が高まります。充満率と滞留時間は切り離せないため、材料特性と目的に応じて両者を同時に最適化することが重要です。
ULTnano15を用いた基礎実験
― スクリュ回転数・吐出量が充満率に与える影響

Q/Nの変化に伴う充満率の変動を目視で確認するため、小型二軸混練押出機による実験を行いました。装置は循環型小型二軸混練押出機 ULTnano15 を使用し、可塑化溶融部の充満状態の観察を重視して、循環パスは使わずワンパス方式で連続押出しました。特殊仕様の上下分割バレルを用いたことにより、スクリュ引き抜きで確認する方法と比べ、運転中の充満状態を高い再現性で可視化できます。
実験概要
実験装置:ULTnano15 循環型小型二軸押出機
スクリュ径:15㎜
L/D:15 ワンパス方式
スクリュ回転数:1000rpm
投入材料:ENEOS NUC DFDJ-0964
温調条件:C1 : 120℃、C2・D : 160℃
回転数・吐出量:サンプル毎により異なる
※ 材料吐出部に樹脂温度圧力センサーを設置
運転条件 / 回転数・吐出量・Q/N
| ① | ② | ③ | ④ | ⑤ | ⑥ | ⑦ | ⑧ | ⑨ | |
| 吐出量 g/hr | 500 | 2500 | 5000 | 1500 | 1500 | 1500 | 300 | 1500 | 3000 |
| 回転数 rpm | 100 | 500 | 1000 | 100 | 500 | 1000 | 300 | 300 | 300 |
| Q/N | 5C | 5C | 5C | 15C | 3C | 1.5C | 1C | 5C | 10C |
①/②/③の比較:同Q/Nの3水準における充満率の違い
④/⑤/⑥の比較:異Q/N(吐出量一定)の3水準における充満率の違い
⑦/⑧/⑨の比較:異Q/N(回転数一定)の3水準における充満率の違い
運転条件 / スクリュフォーメーション

同Q/Nでの目視比較結果 (①/②/③)



異Q/Nでの目視比較結果 (④/⑤/⑥) ※吐出量一定



異Q/Nでの目視比較結果 (⑦/⑧/⑨) ※回転数一定



実験結果
同一のQ/Nで比較すると、多少のばらつきはあるものの、充満率に大きな差は見られませんでした。一方、異なるQ/Nで比較すると充満率に明確な違いが生じ、Q/Nが大きいほど押出機内の平均充満率が高まる傾向がはっきり示されました。供給量とスクリュ回転数のバランスで、樹脂の滞留状態や充満挙動が敏感に変わることを示しており、Q/Nが有効なパラメータであることを裏づける結果です。
なお、同Q/Nの①②③でわずかな差が生じるのは、吐出量の絶対値によってダイス部での圧力や樹脂温度・材料の粘度が異なるからだと推測されます。また、①②③は充満状態こそ同等ですが、回転数が10倍異なるため、滞留時間やせん断履歴といった要素は大きく異なります。この点は、先端部で取得した樹脂温度・圧力データの違いにも表れています。
運転条件の違いが温度・圧力に与える影響は、別ページで考察しています。
※詳しくは「二軸押出機における運転条件の実務的整理」の解説ページもご参照ください。
充満率とスクリュフォーメーションの関係
充満率とスクリュフォーメーションは切り離して考えられません。材料が「どこで充満しているか」によって、混練状態、圧力分布まで大きく変わります。どこで充満させ、どこで逃がすかを構成で作り込むことが、そのままプロセス設計になります。
※詳しくは「二軸押出機のスクリュとフォーメーション」の解説ページもご参照ください。
まとめ
充満率と滞留時間は、最終製品品質にまで影響する重要なプロセス指標です。スクリュ構成や回転数の引き下げで作った高充満は滞留時間を延ばしますが、吐出量増による高充満では、滞留時間はむしろ短くなります。どちらが良いという話ではなく、目的とする混練性能に応じて、「どの操作で」望む充満状態を作るかまで含めて設計することが重要だと思います。Q/Nは、充満状態を整理し、運転条件を体系的に理解するための有効な指標です。
関連押出コラムのご紹介
押出技術ロードマップのご紹介

全13記事を4段階(基礎概念 / 機械構成 / 内部現象 / 実務応用)で体系化