【技術情報】二軸押出機のスクリューとスクリューフォーメーション|テクノベル
はじめに

二軸押出機のスクリュ設計やプロセス設計では、材料特性、スクリュ構成、回転数、吐出量、温度設定といった多くの要素が同時に関わり、そのわずかな違いが樹脂温度や混練状態に影響します。実務的な押出条件やスクリュフォーメーションには、各メーカーや現場ごとの経験・ノウハウが強く反映されます。そのため設計の現場では、詳細な構成や条件そのものよりも、「なぜその構成になるのか」という考え方や、押出機内部で起きている現象への理解を深めることが大切です。
本ページでは、特定の処方条件や具体的なノウハウの解説を目的とはしていません。二軸押出機の内部で材料がどのように搬送され、溶融し、混練され、圧力が形成されるのか。その際にL/D比、スクリュ溝深さ、エレメント構成、充満率といった要素がどんな役割を持つのか。そうした「押出プロセスの基本的な見方」を整理することを主眼に置いています。
二軸押出機におけるスクリュー設計の重要なポイント
L/D 比 (プロセス長)
L/D比はスクリュ長さ(L)と外径(D)の比で、押出機を検討する際にまず確認される主要仕様の一つです。L/Dが大きいほど材料は内部を長く移動し、混練・反応・脱揮といった工程を段階的に設計しやすくなります。特に反応押出のように一定の滞留時間を与えたいテーマでは、長いL/Dが有利になります。
ただし、長ければ性能が上がるわけではありません。プロセスが長いほど材料が受ける熱履歴・せん断履歴も増え、樹脂温度の上昇やエネルギー消費の増加につながります。材料によっては滞留しすぎが劣化や焼けの原因になります。実際には、コンパウンド用途ではL/D=40〜60程度が選ばれることが多く、バランスの良い構成です。反応押出など長い反応・滞留を要するテーマではL/D=100以上の超ロング機、長いプロセスを要しない押出成形ではL/D=40以下が選ばれることもあります。

L/D=150のテクノベル製小型2軸押出機
D/d 比 (スクリュ溝深さ)
D/d比は外径(D)と谷径(d)の比で、簡単に言えばスクリュ溝の深さに関わる指標です。D/d比が大きい(溝が深い)ほど、バレルとスクリュの間の空間容積が大きくなり、搬送能力や充満許容量は高くなりやすい反面、材料へ与えるせん断は弱くなりやすいです。逆に溝が浅いと容積は小さくなりますが、強いせん断を与えやすくなります。現場でも、深溝は搬送寄り、浅溝は混練寄り、という感覚で使い分けられます。
スクリューエレメントの条数
二軸押出機にはさまざまな種類のスクリュエレメントが使用されますが、最も一般的なのは二条ねじのエレメントです。搬送性と混練性のバランスが取りやすく、多くのコンパウンドテーマで標準的に使用されています。
一条ねじエレメントは、バレル内の空間容積が大きくなり、低せん断速度で搬送が行われるため、特にかさ密度の低い材料や、温度やせん断に敏感な材料に適しています。これにより、材料の品質を保持しながら安定した搬送が可能となります。
三条ねじエレメントは、ねじ溝が浅いため、同じ回転速度でも高いせん断力を材料に与えることができます。この特性により、せん断を必要とする材料の加工に適しており、また、せん断作用が向上し、材料の可塑化や溶融を促進する効果があります。特に高いせん断エネルギーが必要なプロセスや、迅速な混練・溶融を求められる場合に有用です。
スクリューフォーメーションの重要性
スクリューの構造について
二軸押出機のスクリュは、複数のエレメントをシャフトへ組み込むエレメント方式です。最大の特徴は、構成を自由に変更できる点にあります。搬送を増やす、混練を強くする、滞留を長くする、圧力を形成する。それぞれの目的に応じてエレメントを入れ替え、プロセスを設計できます。同じ押出機でも、構成を変えるだけで挙動は大きく変わります。
エレメントはそれぞれ役割を持ちます。右ねじれは前進搬送、左ねじれは逆戻り、ねじれのないニュートラルは搬送能力を持ちません。充満率や滞留時間も、混練部の圧縮の影響を受けてエレメントの組み合わせで変わります。せん断作用も構成と設計で大きく異なるため、目的に応じた最適化が求められます。特にニーディングエレメントでは、ディスクの厚み・ねじれ角・段数・チップクリアランスが、分配混合や分散混合の性能に大きく影響します。
テーマによって変わる設計の勘所
均一な分散が必要なテーマでは、混練部の設計が製品品質を大きく左右します。ナノフィラー系では、分散不足がそのまま物性ムラとして現れます。単に「混ぜる」のではなく、どの位置でどれだけせん断を与えるかが重要です。一方、熱に敏感な材料では強いせん断が逆効果になることもあり、温度を上げず穏やかに流す構成のほうが安定する場合も少なくありません。さらに生産性とのバランスも常に問題で、混練を強くすれば品質は安定しやすい反面、吐出量やエネルギー効率に影響が出ます。スループットを優先すれば、今度は混練不足が出やすくなります。
各テーマに合わせたスクリューフォーメーション
均一な混練や分散を求められる場合(例: ナノ材料や複合材料の製造)
混練部にニーディングやミキシングのエレメントを配置します。強いせん断で均一な分散分配と高い混練効率が得られます。ディスク厚やチップクリアランスが効くため、配置が重要です。
長時間の滞留が必要な場合(例: 反応押出や長時間反応が必要なケース)
L/Dの大きい長いプロセスと、滞留を長く保つエレメントを選びます。材料が長く滞留することで、反応や混練が十分に進みます。
脱揮押出の場合
充満率のコントロールが重要です。ベント部付近が高充満になると揮発成分の逃げ場が失われ、ベントアップが起きやすくなります。脱揮ゾーンに適度な表面更新ができるよう低充満領域を設計すると、揮発成分が抜けやすく安定します。脱揮では、混練性能だけでなく、圧力形成の作り方まで含めた設計が必要です。
スクリュ構成による充満状況の設計
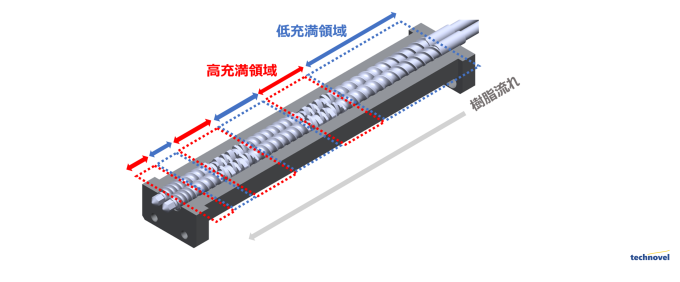
スクリュ設計そのものによって、内部の充満状態や滞留状態をある程度意図的に作り分けられます。搬送能力の高いフルフライト主体なら低充満寄りに、ニーディング部や逆ねじを組み合わせれば高充満領域や滞留状況を形成しやすくなります。求められる充満状態はテーマごとに異なるため、スクリュフォーメーションの思想そのものがプロセス設計の一部です。
実際の挙動はスクリュ構成だけでは決まらず、吐出量と回転数の組み合わせでも大きく変わります。同じ構成でも、回転数を上げれば充満率は下がり、吐出量を増やせば充満率は上がるなど、滞留状態や流れ方は変化します。現場で「混練が足りない」「温度が上がりすぎる」「脱揮が安定しない」といった現象をたどると、充満率設計やQ/Nの考え方が関わっていることが多くあります。
テクノベルでは、小型二軸押出機 ULTnano15 を用いて、Q/Nと充満率の関係を可視化した基礎実験も行っています。理論式だけでは見えにくい内部の現象を、実機で確かめた内容です。
※詳しくは「二軸押出機の充満率・滞留時間」の解説ページもご参照ください。
まとめ
二軸押出機のスクリュ設計では、L/D比、D/d比、エレメント条数、スクリュフォーメーションといった多くの要素が同時に関係し、互いに独立していません。同じ材料でも、求める品質や生産量によって最適解は変わり、「この条件なら必ずうまくいく」という単純な答えはほとんどありません。
スクリュフォーメーションは、機械仕様というより、材料の流れ方や反応のさせ方を設計する仕事です。同じ機械でも構成しだいで結果は大きく変わり、技術者の経験や考え方が表れる部分です。
関連押出コラムのご紹介
押出技術ロードマップのご紹介

全13記事を4段階(基礎概念 / 機械構成 / 内部現象 / 実務応用)で体系化