【技術情報】二軸押出機の可塑化溶融挙動|テクノベル
二軸押出機の可塑化溶融の重要性
二軸押出機では、二本のスクリュによって強いせん断応力が繰り返し材料へ付与されることで、さまざまな発熱現象が発生し、それらが相互に作用することで樹脂の可塑化溶融が進行します。二軸押出機における可塑化溶融は、単一の熱源によって成立しているわけではありません。押出機内部では、複数の発熱メカニズムが作用しており、それらが重なり合うことで樹脂が溶融します。一般的には、可塑化溶融に寄与する発熱は、①塑性変形による発熱、②粘性消散による発熱、③摩擦による発熱、④ヒーターからの伝熱、の4つに整理することができます。
塑性変形による発熱
プラスチックペレットがスクリュによって変形されると、材料内部では結晶構造や分子構造の変形が生じます。この塑性変形の過程では外部から与えられたエネルギーの一部が熱へ変換され、材料温度の上昇につながります。特に固体搬送部では、まだ完全に溶融していないペレット同士が強い圧縮応力を受けながら変形するため、塑性変形による発熱が発生しやすくなります。
粘性消散による発熱
樹脂が溶融し始めると、材料は粘性流体として振る舞うようになります。この状態で強いせん断を受けると、内部摩擦によって機械的エネルギーが熱エネルギーへ変換されます。この現象が粘性消散です。二軸押出機では、ニーディング部やミキシング部において高いせん断速度が発生するため、粘性消散による発熱が大きくなります。特に高粘度ポリマーでは、この粘性発熱が樹脂温度上昇の主要因となる場合も少なくありません。
摩擦による発熱
二軸押出機内部では、溶融樹脂がスクリュ、バレルと接触を繰り返しています。この接触運動に伴って発生する摩擦も、重要な発熱要因の一つです。特に固体輸送領域では、未溶融ペレットがバレルやスクリュ表面と接触・滑り運動を繰り返すため、摩擦により発熱します。
ヒーターの熱による溶融
押出機バレルには外部ヒーターが設置されており、設定温度に基づいてバレル壁面から材料へ熱が供給されます。ヒーターによる伝熱は、特に押出開始時や低回転条件において重要な役割を果たします。二軸押出機では、機械的せん断による内部発熱が大きいため、運転が安定するとヒーターは温度維持や微調整の役割へ移行するケースもあります。
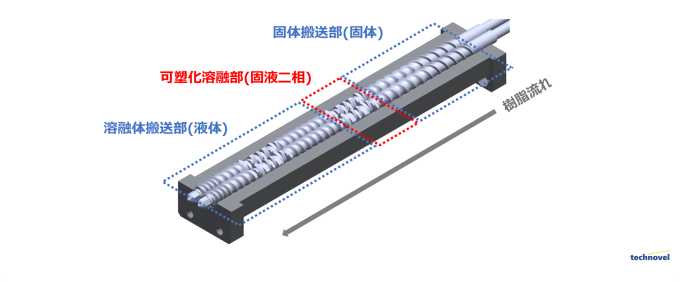
二軸押出機の可塑化溶融状況の可視化

テクノベル製の特殊仕様機 ULTnano15 では、上下分割型バレルの特殊オプションを採用することで、二軸押出機内部の可塑化溶融挙動を直接観察することが可能となっています。可塑化溶融部では、固体ペレットがスクリュによって搬送されながら徐々に圧縮され、塑性変形、摩擦、ヒーターからの伝熱が複雑に重なり合うことで、次第に溶融体へと変化していく様子を確認できます。このような可視化は、スクリュフォーメーション設計の知見につながります。
関連押出コラムのご紹介
押出技術ロードマップのご紹介

全13記事を4段階(基礎概念 / 機械構成 / 内部現象 / 実務応用)で体系化