Screw Elements & Screw Configuration | Technovel
Introduction

Screw design and process design for a twin screw extruder are more complex than they appear from the outside. On the actual extrusion floor, material properties, screw configuration, screw speed, throughput, and temperature settings all interact at once, and small differences in any of them affect melt temperature, mixing state, and product quality. Practical extrusion conditions and screw formations also reflect the experience and know how built up by each manufacturer and each plant. For this reason, in actual design work, two things matter more than the specific layout or conditions themselves: the reasoning behind a chosen configuration, and a deeper grasp of what is happening inside the extruder.
This page is not meant to explain specific formulations or detailed know how. How does material get conveyed, melted, mixed, and pressurized inside a twin screw extruder? What roles do factors such as L/D ratio, screw channel depth, element configuration, and degree of fill play in those phenomena? The main aim is to organize a basic way of looking at the extrusion process.
Key Points in Screw Design for a Twin Screw Extruder
L/D Ratio (Process Length)
The L/D ratio expresses the relationship between screw length (L) and screw outer diameter (D), and it is one of the most important specifications of an extruder. It is also one of the first items reviewed when evaluating a machine. As L/D increases, the material travels a longer distance inside the extruder. This makes it easier to lay out each stage of mixing, dispersion, reaction, and devolatilization in a more gradual sequence. For applications such as reactive extrusion, where the material needs a certain residence time, a long L/D can be an advantage.
Extending L/D does not automatically mean better performance, however. A longer process gives the material more thermal history and more shear history, which can raise melt temperature and increase energy consumption. With some materials, excessive residence becomes a cause of degradation or burning.
For practical compounding applications, L/D values around 40 to 60 are common, and this range tends to offer a good balance. For reactive extrusion or other applications that need long reaction or residence times, ultra long machines with L/D of 100 or more are sometimes used. Conversely, for extrusion molding that does not require such a long process, shorter machines with L/D of 40 or less are also a valid choice.

Technovel compact twin screw extruder with L/D = 150
D/d Ratio (Screw Channel Depth)
The D/d ratio represents the ratio between the screw outer diameter (D) and the root diameter (d). In simple terms, it is an index related to the depth of the screw channel. When the D/d ratio is large, the screw channel is deeper, so the free volume between the barrel and the screw is larger. As a result, conveying capacity and fill tolerance tend to be higher, while the shear applied to the material tends to be weaker.
When the channel is shallow, free volume is smaller, but it becomes easier to apply strong shear to the material. On the production floor, deep channel types are often used with a focus on conveying, and shallow channel types with a focus on mixing.
Number of Flight Starts on Screw Elements
Many types of screw elements are used in a twin screw extruder, but the most common is the double flight element. It offers a good balance between conveying performance and mixing performance, and it serves as the standard choice for many compounding applications.
A single flight element creates a larger free volume inside the barrel and conveys material at a lower shear rate. This suits materials with low bulk density and materials that are sensitive to heat or shear. It allows stable conveying while preserving the quality of the material.
A triple flight element has shallower channels, so it can apply higher shear to the material at the same rotational speed. This characteristic makes it well suited to materials that benefit from shear, since the stronger shear action also promotes plasticization and melting. It is particularly useful for processes that demand high shear energy or rapid mixing and melting.
The Importance of Screw Formation
The Structure of the Screw
Screws for a twin screw extruder use a segmented design, in which multiple screw elements are assembled onto a shaft. The defining feature of this structure is that the screw configuration can be changed freely. Depending on the goal, such as increasing conveying, strengthening mixing, extending residence, or building pressure, the process can be designed by swapping elements in and out.
In fact, the same extruder can behave in completely different ways once the screw formation is changed. On the production floor, engineers often feel that the screw configuration shapes the character of the process more strongly than the extruder itself.
Screw elements take on a variety of roles. Kneading elements, for example, are designed to blend material uniformly, while conveying elements move material forward. This makes flexible process tuning possible, and by replacing and rearranging elements, screw design can be customized to match the processing conditions. From there, engineers can build a screw formation optimized for specific process requirements.
Characteristic Functions of Each Element
Screw elements are asked to deliver many functions: conveying capacity, fill, residence, and shear action. Right hand flight elements convey material forward, while left hand flight elements push it back. Neutral elements with no helix angle provide no conveying capacity at all.
Fill rate and residence time also vary from one element to another, and they are particularly affected by compression in the mixing section, so the right combination of elements is what brings out the best performance. Shear action also differs significantly with element selection and arrangement, so the screw formation must be optimized for the intended purpose.
For kneading elements, which carry out the mixing function, the disc thickness, twist angle, number of discs, and tip clearance gap all have a large effect on mixing performance, including both distributive mixing and dispersive mixing.
In this way, screw design for a twin screw extruder adjusts many factors based on material properties and process requirements. Because the choice of screw elements has a direct effect on final product quality and production efficiency, the work calls for deep technical knowledge, substantial experience, and careful design.
Why Screw Formation Matters
When uniform dispersion is essential, the design of the mixing section largely decides product quality. With nanofiller systems, poor dispersion can appear directly as variation in physical properties. The challenge is not simply to mix, but to decide where in the screw and how much shear should be applied.
With heat sensitive materials, strong shear can have the opposite effect. A configuration that keeps temperature down and lets the material flow gently is often more stable than one that pushes shear too hard.
Balance against productivity is also a constant question. Stronger mixing tends to stabilize quality, but it affects throughput and energy efficiency. Prioritizing throughput, on the other hand, can lead to insufficient mixing. On the production floor, the work often feels less like searching for a theoretical optimum and more like finding the best compromise for the material at hand.
Screw Formation for Different Applications
When uniform mixing and dispersion are required (for example, nanomaterial or composite material production)
The best approach is to design the mixing section around kneading elements and mixing elements. These apply strong shear and deliver uniform dispersion, good distribution, and high mixing efficiency. Disc thickness and tip clearance significantly influence mixing efficiency, so correct arrangement is essential.
When long residence time is required (for example, reactive extrusion or applications that need extended reaction time)
Select an extruder with a long process length (a high L/D ratio) together with elements that can sustain extended residence time. A higher L/D ratio keeps the material inside the screw longer, allowing reaction and mixing to proceed thoroughly. Longer residence time also tends to bring higher reaction efficiency.
Devolatilization extrusion
In devolatilization extrusion, control of the fill rate becomes critical. If the area near the vent reaches a high fill state, volatile components lose their path of escape, and vent up or resin blow up tends to occur. On the other hand, a low fill zone designed to form an appropriate free surface in the devolatilization area lets volatiles escape more easily, which leads to stable devolatilization. For this reason, the devolatilization process calls for screw formation design that considers not only mixing performance but also pressure development and the way open zones are created.
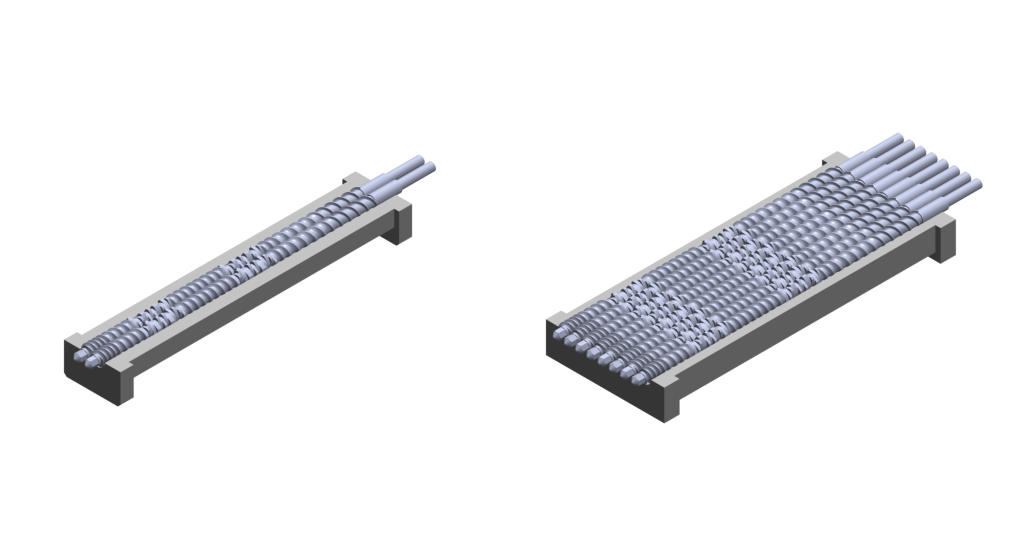
Designing the Fill State Through Screw Configuration
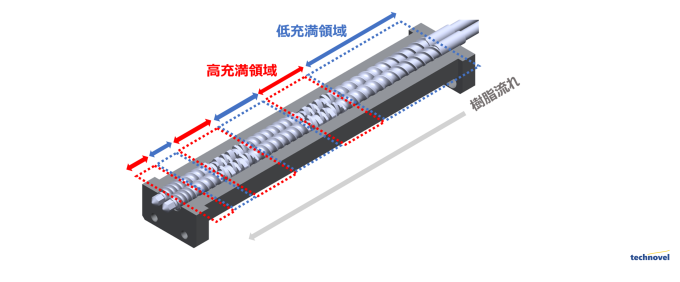
In an actual twin screw extrusion process, the screw design itself can intentionally shape the fill state and residence state inside the extruder to a meaningful extent. A configuration built mainly around full flight elements with high conveying capacity tends toward a low fill condition, while combining kneading sections or reverse pitch elements helps create high fill zones and residence. Because the desired fill state depends on the application, the philosophy behind a screw formation is itself part of the process design.
Real extrusion behavior is not determined by screw configuration alone. It also changes significantly with operating conditions such as throughput and screw speed. Even with the same screw configuration, raising the speed lowers the fill rate, while increasing throughput raises it. The way material resides and flows inside the machine shifts accordingly. When tracking down issues such as insufficient mixing, excessive temperature rise, or unstable devolatilization, the investigation often ends up pointing back to fill rate design and the concept of Q/N.
At Technovel, we have also carried out basic experiments using the ULTnano15 compact twin screw extruder to visualize the relationship between Q/N and fill rate. The results help build an intuitive understanding of the phenomena inside the extruder, in a way that theoretical equations alone make difficult to see.
* For more detail, please also see the explanatory page on “Fill rate and residence time in twin screw extruder.”
Summary
Screw design for a twin screw extruder involves many factors at the same time: L/D ratio, D/d ratio, number of flight starts, screw formation, and more. None of these factors stands on its own. Conveying, mixing, residence, and heat generation interact with each other, and together they determine the final process behavior. On a real extrusion floor, a clean answer like “this condition will always work” hardly exists. Even for the same material, the optimum changes with the required quality, production volume, and thermal history.
That is exactly what makes screw formation design for a twin screw extruder such an interesting technical field. It feels less like specifying a machine and more like designing the way material flows and how reactions take place. The experience and the design philosophy of each engineer come through in the work quite clearly.
Related Extrusion Columns
Extrusion Technology Roadmap

All 13 articles organized in four stages: basic concepts, machine configuration, internal phenomena, and practical applications.
ABOUT THE PUBLISHER
Technovel Corporation — Extrusion Machinery Specialists
Osaka based Technovel specializes in extrusion machinery. We built the world’s first horizontally multi screw extruder, and our Quad and Octa screw extruders now serve diverse industries. Our twin screw range runs from the world’s smallest 6 mm lab unit, through our best-selling 15 mm model, to large production machines. This column shares the know how behind them.