【技術情報】二軸押出機とは|押出機のプロが解説|テクノベル
二軸押出機とは
二軸押出機は、二本のスクリュを持つ押出機で、材料の溶融・混練・反応・成形に使われます。単なる混練装置ではなく、高度な材料加工や、新規材料の評価・開発に欠かせない装置として幅広い分野で使われています。特に同方向完全噛合型は、スクリュが噛み合いながら材料を前進させ、同時に強く混練できます。スクリュフォーメーションを柔軟に変えられるため、材料に応じた混練条件を組めるのが強みで、粘度の高い材料やフィラー含有率の高い複合材料でも、混練を制御して溶融・混練を実現できます。スクリュ径やL/D比、バレル温度などの条件を調整すれば、小規模評価から量産へのスケールアップまで対応できます。
二軸押出機の種類・分類
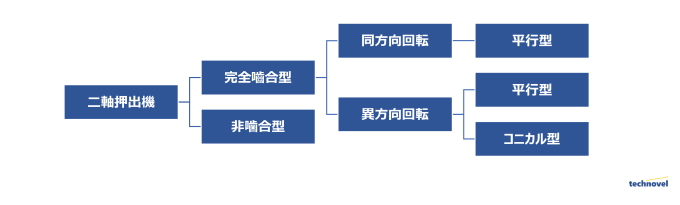
現在は、安定した運転と高品質な混練を実現できる完全噛合・同方向型の二軸混練押出機が主流となっております。
同ページ全体においては、混練能力が高くセルフクリーニングに優れた完全噛合同方向型の二軸押出機の特徴を説明しています。
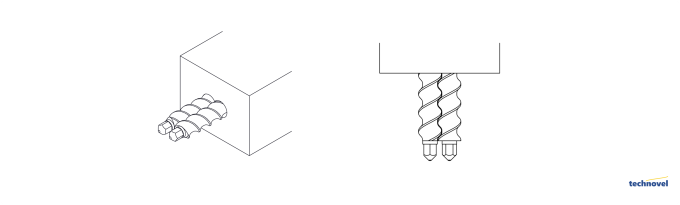
スクリュの噛み合いによる違い
完全噛合型は、一方のスクリュ山がもう一方のスクリュ溝に深く入り込み、互いに噛み合いながら回転します。回転のたびに互いのスクリュに接触している材料をかきとり合う、セルフクリーニングと呼ばれる作用が押出機全体で働きます。そのため、材料のかきとり残しが少なく、材料の滞留時間分布の狭い、品質の安定した混練が可能になります。
一方、非噛合型はスクリュ同士がスクリュ間の隙間が大きく開き、平行に並んでいるため、かきとりの作用が弱くなります。すなわち、滞留時間分布が広がり、かきとられない材料が機内に長く留まります。長時間滞留した材料は熱分解や熱劣化を起こしやすく、黒点やゲルの発生といったトラブルの原因になる可能性が高まります。穏やかな混練で足りる用途には選択肢になりますが、混練品質と運転の安定性が求められるコンパウンディングの分野では、完全噛合・同方向型が主流となっているのは、こうした理由からです。
スクリュの回転方向による違い
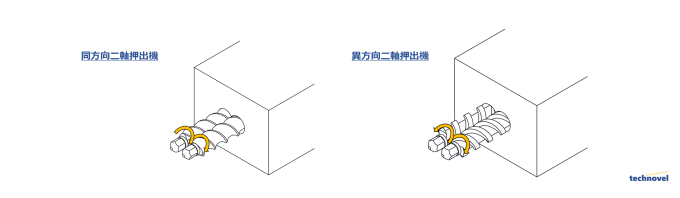
二軸押出機には、同方向型の二軸押出機と異方向型の二軸押出機があります。回転方向が異なり、スクリュ形状も大きく変わることにより、両装置の特徴も大きく異なります。同方向二軸押出機では、スクリュ間でのせん断応力が大きく、材料が強力に混練されます。異方向二軸押出機は、同方向に比べてせん断応力が低く、せん断による材料の発熱を避けたい材料の加工に適しています。
※詳しくは「二軸押出機の回転方向による違い」の解説ページもご参照ください。
二軸押出機の特徴
混練能力が高く、複数材料の混練に適する
完全噛合型の二軸押出機は、2本のスクリュが互いに噛み合いながら同方向に回転することで、材料に強いせん断を与えます。この構造により、原料同士が効率よく入れ替わりながら移動し、高い混練を実現します。
高いせん断応力
スクリュ形状やスクリュフォーメーションを適切に設計することで、材料に対して高いせん断応力を与えることができます。これにより、高粘度樹脂や溶融しにくい材料でも、短時間で均一な溶融状態を得ることが可能です。
自由度の高いプロセス構築
二軸押出機の特徴のひとつは、プロセスの目的に応じてスクリュ構成やバレル構成を自由に組み替えられる点です。例えば、反応押出や脱揮を重視する場合には、滞留時間を延長する構成やベント位置の最適化が必要になります。逆に、短時間での混練や分散・分配が必要な場合には、混練エリアを増やす設計にすることで、効率を高められます。
優れた温度制御
二軸押出機の各バレルは独立した温度制御が可能であり、加熱および冷却を高精度に行うことができます。これにより、材料の溶融挙動や化学反応を制御し、高度な押出プロセスを構成できます。
ワイピングによるセルフクリーニング
完全噛合型のスクリュは、互いに歯車のようにかみ合うことで、スクリュ表面およびバレル内面に付着した材料を自動的に削ぎ取るワイピング効果を発揮します。これにより、材料の滞留の発生を抑制し、ゲル化や熱劣化を防止します。また、バレル内面にコンタミネーションが付着しにくく、ヒーターからの熱伝達効率が安定して保たれます。
プロセス途中での材料投入が可能 (サイドフィードや液体添加)
二軸押出機は、押出工程の途中で固体材料や液体を追加投入できる設計になっています。サイドフィードを活用することで、異なる段階で材料を加え、段階的な反応への対応ができます。たとえば、主原料を初段で混練し、後段でフィラーや安定剤、可塑剤などを添加することにより、反応制御が容易になります。また、液体添加装置を併用すれば、反応剤・潤滑剤などを注入できます。
スクリュエレメントの選定により、混練性能の調節が可能
スクリュエレメントには、搬送用・混練用など多様な形状があり、それぞれの役割を組み合わせることでプロセス性能を自在に調整できます。また、実験データやシミュレーションに基づくエレメント選定により、材料特性や目的製品に応じたプロセス設計が可能です。
ベント構造での脱揮効果
押出プロセス中に発生するガスや揮発性成分を効率的に除去するため、二軸押出機にはベント構造が設けられています。減圧または大気開放による脱揮工程を通じて、原料中の気泡や残留モノマー、水分などを効果的に排出することが可能です。
二軸押出機の基本構造
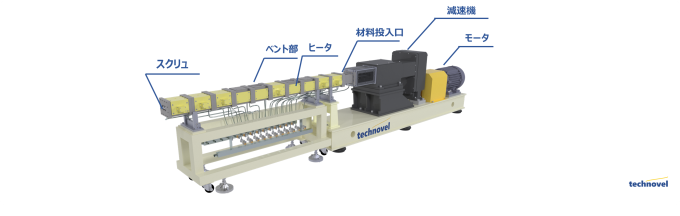
二軸押出機は、モーターによって動力が供給され、減速機を介して、適切な回転速度に制御された動力がスクリュに伝達されます。二本のスクリュはバレル内で互いに噛み合う形で回転し、原料を搬送しながら、溶融・混練を行います。バレルにはヒーターが取り付けられ、温度制御により材料の状態を最適に保ちます。以下のような主要部品や付帯設備によって、基本的な二軸押出機は構成されます。
バレル / Barrel
材料が輸送される構造で、内部にスクリュが配置されています。材料の温度や圧力を管理し、加熱や冷却のためのジャケットが装備されている場合もあります。
ヒーター / Heater
バレルに取り付けられており、材料の温度を調整します。材料が適切な温度で加工されるよう、加熱が行われます。
スクリュ/ Screw
二軸押出機の最も重要な部品要素です。2本のスクリュがバレルの中に配置され、回転します。様々な役割を持つスクリュエレメントを組み合わせることにより、材料の輸送、分散・分配混練を行い、出口へ送り出します。
減速機 / Gearbox
モーターの回転力をスクリュに伝達するための機構です。スクリュの回転速度やトルクを調整する役割を果たします。
モータ / Motor
押出機全体を動かす動力源です。回転速度やトルクを制御することで押出の性能を調整します。
ダイヘッド / Die Head
押出された材料を成形する部分です。材料がここを通過するとき、特定の形状に成形されます。ダイは製品の形状に合わせて交換が可能で、製品の種類に応じて設計されます。
付帯設備/ Ancillary Facility
二軸押出機には付帯設備が欠かせません。それぞれの付帯設備には多様な特徴があります。フィーダーは原材料を安定して供給し、スクリーンチェンジャーは異物を除去、ギアポンプは圧力と流量を安定化させます。冷却装置は成形後の材料を冷却し、ペレタイザーは材料をペレット状に切断する特徴があります。
二軸押出機の動作原理とプロセス
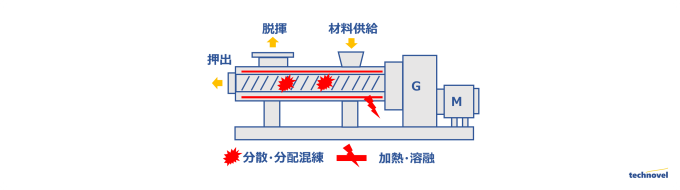
動作原理として、材料がフィーダーにより供給され、スクリュの回転によって前方に移動します。スクリュ同士が噛み合う構造のため、材料は圧縮されながら混ぜ合わされます。
材料供給 / Feeding
フィーダーを用いることにより、ホッパーからスクリュへ原料が供給されます。スクリュの回転により、原料は前方へ移動します。
加熱・溶融 / Heating and Melting
ヒーターによってバレル内の原料が加熱され、固体から液体または溶融状態に変化します。温度管理は重要で、溶融温度を精密にコントロールする必要があります。
分散・分配混合/ Dispersive and Distributive Mixing
スクリュが材料を押し進めると同時に、材料が混練されます。スクリュフォーメーションにより、分散性や均質性が向上し、材料の特性が最適化されます。分散・分配のメカニズムや技術情報は以下のページでも紹介しています。
脱揮/ Degassing
樹脂材料の中に含まれるガスや水分が、プロセス中に発生することがあります。これを除去するために、脱揮ゾーンが設けられています。ベントから不要なガスや水分が排出され、製品の品質を高めます。
押出 / Extrusion
最後に、溶融された材料がダイを通じて押し出され、最終的な形状に加工されます。冷却システムを利用することにより、材料が固化し、完成した製品となります。
二軸押出機の用途

二軸押出機は、その用途はペレット成形のような造粒のみならず、リサイクル、フィラーコンパウンディング、ポリマーアロイ、ポリマーブレンド、脱揮、天然資源物とのコンパウンド、生分解性樹脂のコンパウンド・マスターバッチ等がございます。シートやフィルムの直接成形から、反応、乾燥・脱水、脱モノマー、脱溶媒など多岐の分野での展開を期待できます。
混練造粒 (ペレット成形)
混練造粒と呼ばれるペレット成形は、二軸押出機の最も基本的な用途の一つです。ポリマー原料や添加剤を均一に混練し、ペレット形状に成形することで、後続の射出成形やブロー成形などで使用できる樹脂ペレットを提供します。
リサイクル
リサイクル分野では、廃プラスチックや複合材を回収し、新たな材料に再生するために二軸押出機が利用されます。異物除去機能や脱揮機能により、リサイクル時に生じるガスや不純物を効率的に取り除き、高品質な再生材料を製造できます。近年では、マテリアルリサイクルだけでなく、ケミカルリサイクル技術として、PMMAなどのプラスチックのモノマー化に二軸押出機が活用されています。
フィラーコンパウンディング
ガラス繊維や炭素繊維、炭酸カルシウムといったフィラー(無機充填材)をポリマーに混合することで、材料の物理特性を強化するフィラーコンパウンディングでは、二軸押出機が重要な役割を果たします。フィラーの均一な分散は、材料特性に直結するため、高効率な混練が求められます。
ポリマーアロイ・ポリマーブレンド
ポリマーアロイやブレンドの製造では、異なるポリマー同士を混練し、新しい物性を持つ材料を作り出すことが求められます。二軸押出機は、これらのポリマーを高い効率で混合し、分子レベルでの相互作用を促進するために使用されます。
天然資源物とのコンパウンド
近年、環境意識の高まりから、ポリマーと天然資源(セルロースなど)を組み合わせたコンパウンド材料が注目されています。二軸押出機は、これらの天然材料をポリマーと均一に混ぜ、コンパウンドを効率的に製造するのに最適です。
反応、乾燥・脱水、脱モノマー、脱溶媒
二軸押出機はポリマーの反応や脱水、脱モノマー、脱溶媒などのプロセスにも利用されます。これにより、反応中の生成物や不要な成分を効率的に除去でき、反応時間の調節が可能です。また、ポリマー製造中の溶媒を二軸押出機の脱揮機能を活用して効率的に除去できます。
代替肉 (大豆ミート)
高水分系の大豆ミート(HMMA)は、40〜80%の水分含量で製造され、柔らかくしっとりした繊維状の食感を特徴としています。一方、低水分系の大豆ミート(TVP)は、15〜30%の水分含量で、乾燥して多孔質な構造を持ち、再水和することで肉に似た食感を実現します。どちらも二軸押出機を使用して、異なる含水量やダイの設計や構成を調整することで製造可能です。
二軸押出機のスクリュの特徴
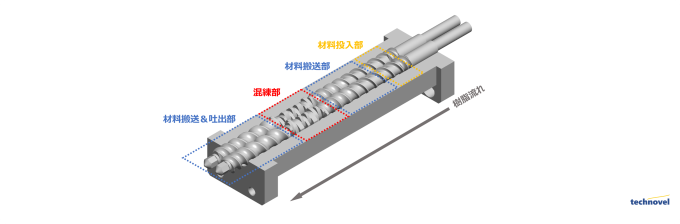
二軸押出機は、エレメント方式の二本のスクリュを、用途やプロセスに応じて組み合わせられる自由度の高い装置です。原料は投入部で安定供給され、搬送部で前方へ送られながら加熱・圧縮され、混練部では二軸の完全噛み合いによる強いせん断で、溶融した樹脂に添加剤やフィラーが分散・分配混練されます。最終的に吐出部からダイへ押し出され、ペレット化やフィルム・シート成形などの後工程へ連続供給されます。溶融・混練・押出を一連で連続的に行えるため、複合材料の製造など幅広い用途に対応します。
二軸押出機のスクリュとスクリュフォーメーション
二軸押出機のプロセス設計は複雑です。実際の押出現場では、材料特性、スクリュ構成、回転数、吐出量、温度設定といった多くの要素が同時に絡み合い、そのわずかな違いが樹脂温度や混練状態、製品品質に影響します。一方で、実務的な押出条件やスクリュフォーメーションには、各メーカーや現場ごとの経験やノウハウが強く反映されます。
※詳しくは「二軸押出機のスクリュとフォーメーション」の解説ページもご参照ください。
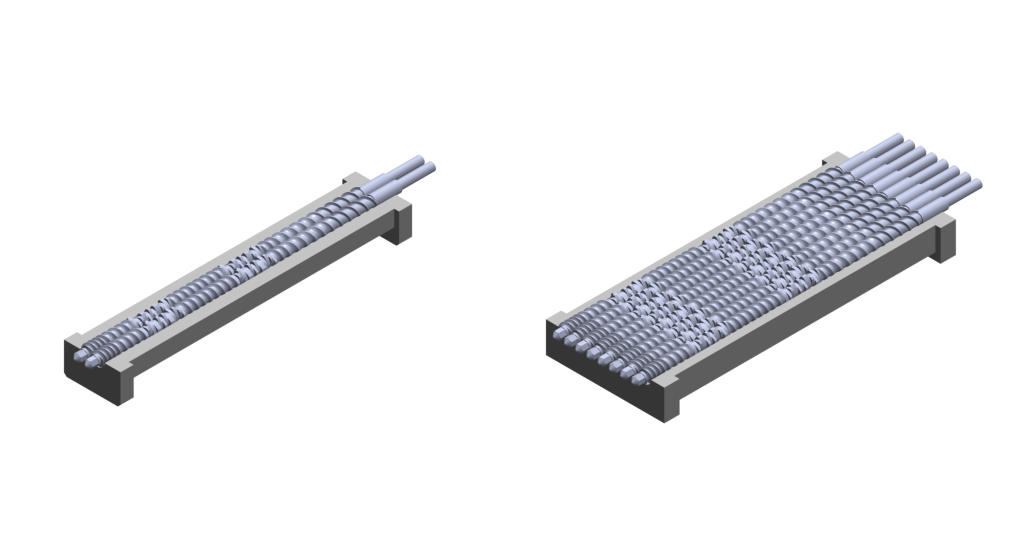
二軸押出機の機器サイズ
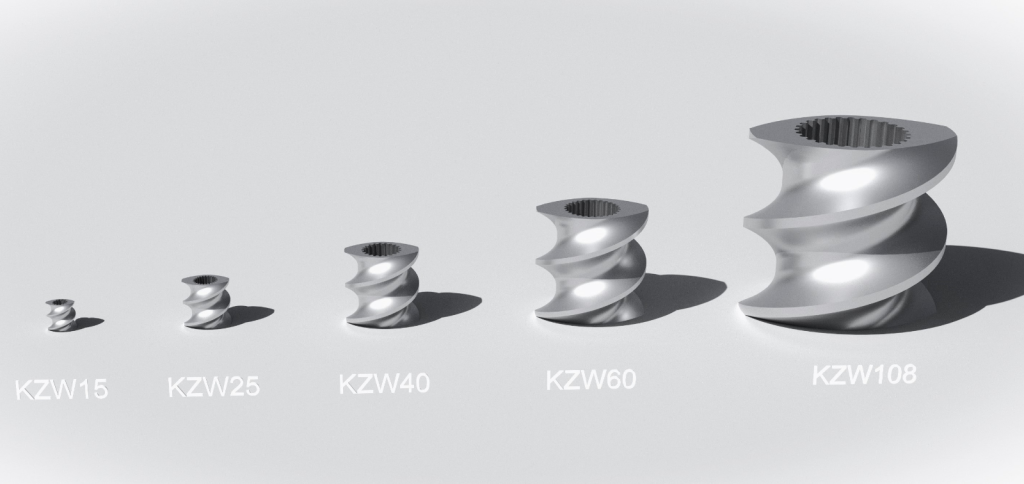
一般的に、二軸押出機の機械サイズは、二本のスクリュの直径で表されます。スクリュ径が大きくなると、バレル内部の空間容積も増加し、材料の溶融や混練がより大規模に行えるため、生産量の向上が期待できます。さらに、スクリュの長さと直径の比(L/D比)が大きいほど、押出過程での滞留時間やせん断応力の調整が可能になり、材料の混練性能を高めることができます。

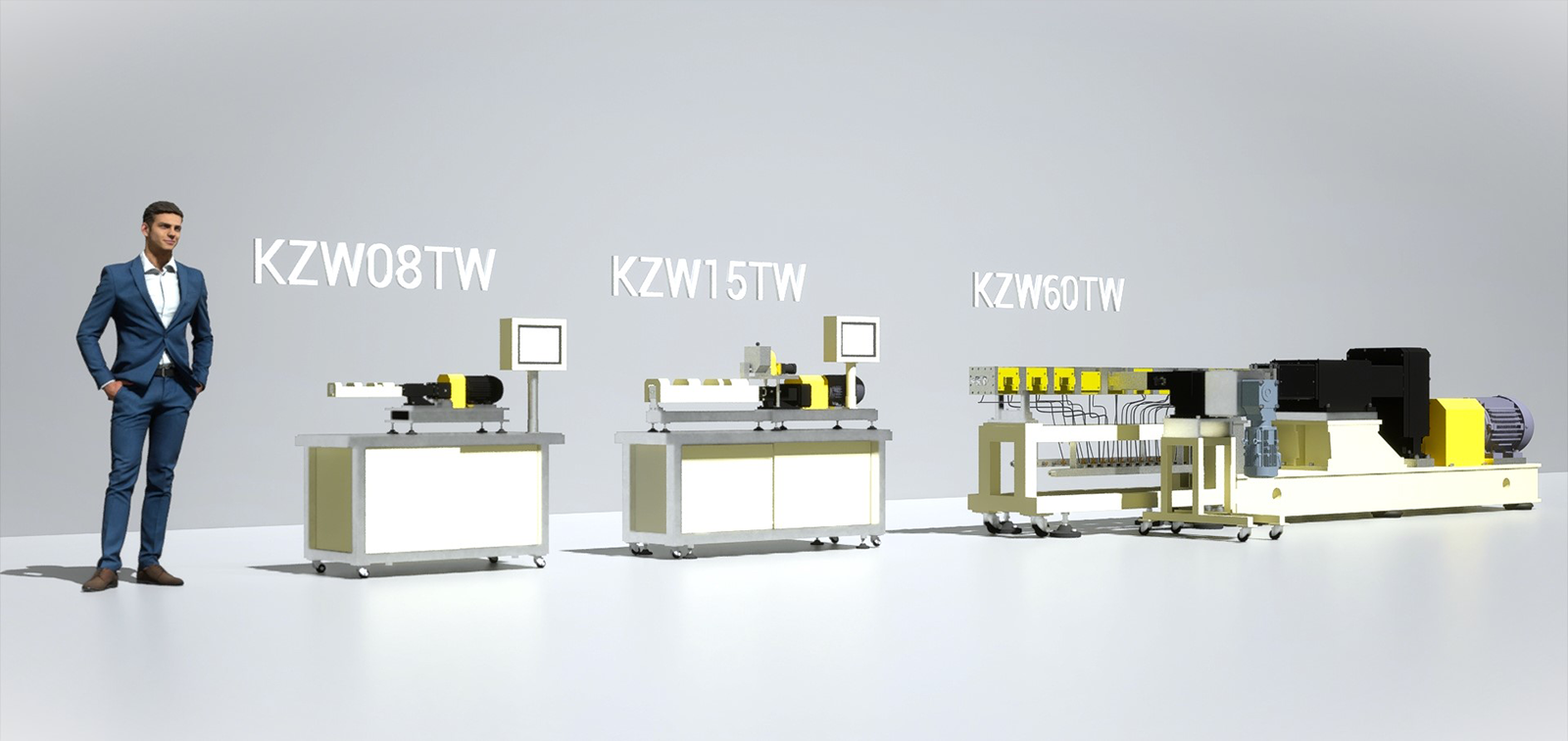
一方、材料開発や新規材料評価に使う小型機では、扱いやすさや設置の柔軟性が重視されます。研究開発では一般に径6〜20mmが使われ、たとえば15mm径なら、汎用材料で数百g〜5kg/時の吐出ができ、分析評価用サンプルの取得に適したサイズです。小型機でも、生産機と同等のハンドリング・操作性・カスタマイズ性が求められ、投入方法・温度設定・混練条件まで、生産機のプロセスを忠実に再現できることが重要です。
※本記事で言及した小型機の実機例: テクノベルの小型二軸混練押出機(KZW06TW / KZW15TW ほか)
二軸押出機の分散・分配混合について
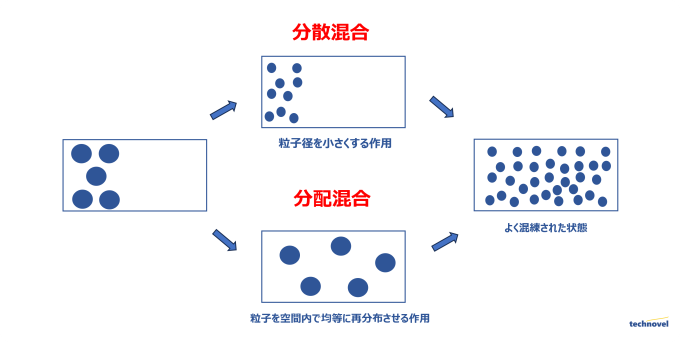
押出機における混練作用は、ポリマーを可塑化・溶融し、異種ポリマー、フィラー、添加剤を加えます。その混練時に起こる状態は分散混合と分配混合の2つの混合形態に分けられます。
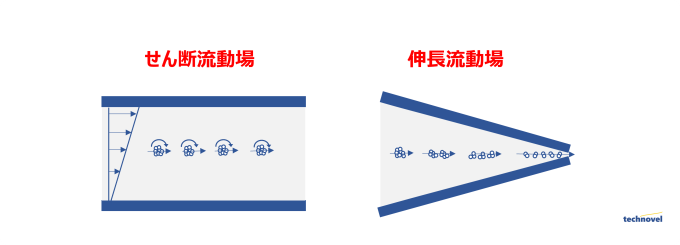
押出機内の材料の流動も、「せん断流れ」と「伸長流れ」に分けられます。一般的には、二軸押出機ではせん断流れが主に寄与します。しかし、伸長流動場も分散混合に重要な役割を果たすため、せん断流れだけでなく伸長流れも十分に考慮しなければなりません。
※詳しくは「二軸押出機の分散・分配混合について」の解説ページもご参照ください。
単軸と二軸の違い
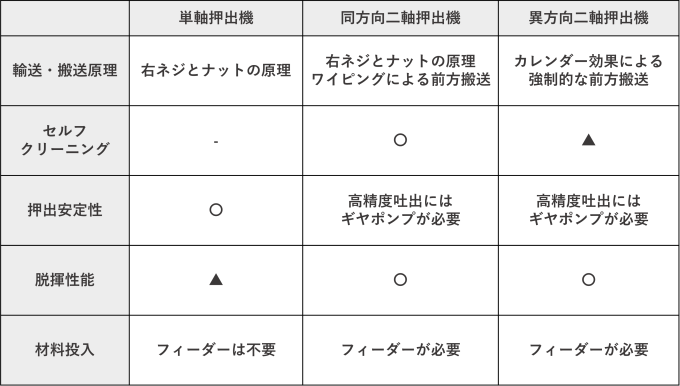
単軸と二軸の違いはスクリュの本数だけではなく、輸送原理やセルフクリーニング、押出安定性や材料投入と異なった特徴があります。押出機の原理について、単軸押出機や同方向二軸押出機では、材料搬送は右ネジとナットの原理に基づき、摩擦力で材料を前方に押し出します。同方向二軸押出機では、スクリュが互いに噛み合い、ワイピング効果によるセルフクリーニングで材料を効率的に搬送します。異方向二軸押出機では、カレンダー効果によって強制的に材料が前方に搬送されます。
※詳しくは「単軸と二軸の違い」の解説ページもご参照ください。
二軸押出機の充満率・滞留時間
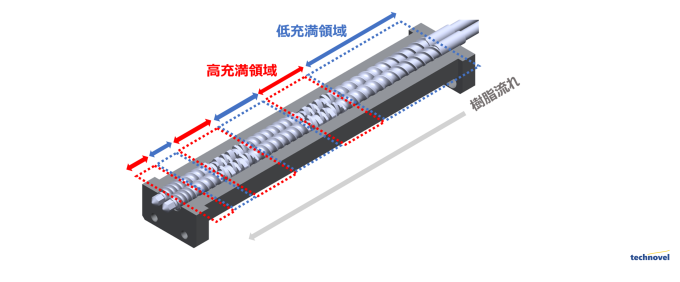
二軸押出機では、スクリュ構成そのものに注目されることが多いですが、実際のプロセス挙動を大きく左右しているのは、押出機内部で材料がどのような“充満状態”で流れているかという点です。同じスクリュフォーメーションであっても、吐出量や回転数の条件が変わるだけで、樹脂の流れ方、滞留、せん断のかかり方は大きく変化します。このページでは、実機観察を交えながら、押出機内部で起きている現象を、できるだけ感覚的に理解しやすい形でまとめています。
※詳しくは「二軸押出機の充満率・滞留時間」の解説ページもご参照ください。
二軸押出機における運転条件の実務的整理
二軸押出機のプロセス挙動は、運転中に設定・変更可能な操作変数(ソフト的条件)と、装置仕様として事前に決定される構造変数(ハード的条件)の組み合わせによって形成されるエネルギー投入状態に起因して現れます。樹脂温度・圧力・比エネルギー・滞留時間といった指標を、その因果関係を見ながら設計することが求められます。
※詳しくは「二軸押出機における運転条件の実務的整理」の解説ページもご参照ください。
二軸押出機の可塑化溶融挙動
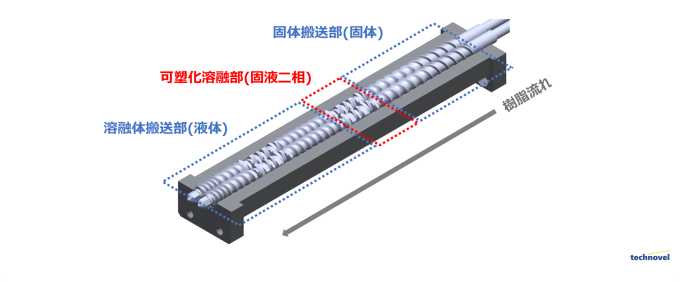
二軸押出機では、二本のスクリュによる高いせん断応力によって生じる様々な発熱が主としてプラスチック材料に複雑に作用することによって、樹脂の可塑化溶融が進みます。可塑化溶融のプロセスは、①塑性変形による発熱、②粘性消散による発熱、③摩擦による発熱、④ヒーターの伝熱による発熱、の4つのメカニズムに分類できます。
※詳しくは「二軸押出機の可塑化溶融挙動」の解説ページもご参照ください。
二軸押出機のチップクリアランスの最適化
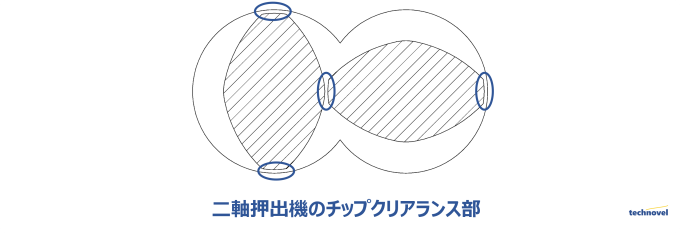
チップクリアランスの設計は、混練性能・熱履歴・セルフクリーニング性に影響します。小さいと高いせん断で混練性が上がる一方、発熱・熱劣化に注意が要り、セルフクリーニング性は向上します。大きいと流入は増えますが、せん断が下がり分散性が落ちることがあります。
※詳しくは「二軸押出機のチップクリアランスの最適化」の解説ページもご参照ください。
二軸押出機のスケールアップ
二軸混練押出機のスケールアップは、寸法の拡大や計算式の適用だけでは完結しません。三乗則(押出量基準)と二乗則(伝熱・エネルギー基準)は両極の考え方で、実際のプロセスはその中間にあり、生産性を優先すれば三乗則、再現性を重視すれば二乗則に近づくトレードオフになります。
※詳しくは「二軸押出機のスケールアップ」の解説ページもご参照ください。
押出技術ロードマップのご紹介

全13記事を4段階(基礎概念 / 機械構成 / 内部現象 / 実務応用)で体系化