What Is Twin Screw Extruder? | Technovel
What Is Twin Screw Extruder
A twin screw extruder, as the name indicates, is an extruder that has two screws, and it is used mainly for processes such as melting, mixing, reaction, and shaping of materials. A twin screw extruder is not limited to the role of a mixing device. It serves as an essential machine for advanced material processing and for the evaluation and development of new materials across many fields.
In particular, the co rotating fully intermeshing twin screw extruder performs very well, because the screws push the material forward with a complex motion while applying strong mixing at the same time. Its screw configuration can be modified flexibly, so the mixing conditions can be tuned to match the properties of each material. Even for highly viscous resins or composite systems with high filler content, uniform melting and mixing can be achieved by controlling and adjusting the mixing and residence behavior. By adjusting the extrusion profile, including screw diameter, L/D ratio, and barrel temperature, the same approach covers everything from small scale evaluation to scale up into production.
In an actual twin screw extrusion process, many factors interact in complex ways. Even with the same material, small differences in operating conditions can lead to large changes in flow behavior, mixing state, and final product quality. For this reason, extrusion technology is not a matter of simple machine operation. It is a deep field in which the optimal process is built up while understanding the phenomena taking place inside the machine.
Types of Twin Screw Extruders

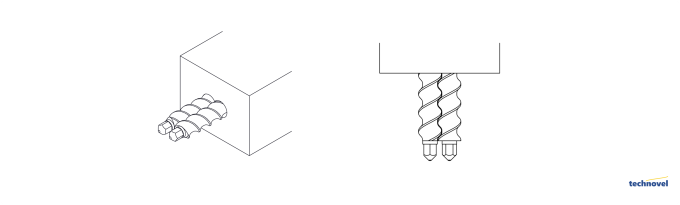
The features of a co rotating fully intermeshing twin screw extruder were introduced briefly above, but as shown in the figure, twin screw extruders themselves can be divided into several types. The two main criteria are whether the two screws engage with each other or not, and whether the two screws rotate in the same direction or in opposite directions, and these two points define the broad categories of extruders.
Among twin screw extruders, the fully intermeshing co rotating compounding extruder has become the mainstream, since it provides excellent self cleaning capability and delivers stable operation together with high quality compounding.
Differences Due to Screw Intermeshing
In the fully intermeshing type, the screws engage with each other as they rotate, and the material is mixed strongly. This structure enables uniform mixing and highly accurate processing, and it suits resin compounding and reactive extrusion. It allows high shear and precise mixing, while the non intermeshing type is characterized by gentle mixing.
On the other hand, because the screws do not fully engage with each other in that type, the self cleaning performance tends to be somewhat lower. As a result, material is prone to stagnate on the screws and inside the barrel, and residues may form, especially with high viscosity materials or composite materials that have a high filler content. This can lead to thermal decomposition or thermal degradation of the material, and it may affect the stability of the extrusion process. In addition, when residual material adheres to the inside of the barrel, the efficiency of heat transfer from the heaters can drop, which may influence temperature control and energy efficiency.
Differences Due to Screw Rotation Direction

Twin screw extruders come in co rotating and counter rotating types. Since the rotation direction differs and the screw geometry also changes substantially, the two machines have quite different characteristics. In a co rotating twin screw extruder, the shear stress between the screws is large, and mixing proceeds in a strong manner. A counter rotating twin screw extruder applies lower shear stress than the co rotating type, so it suits materials for which heat generation from shear should be avoided.
*For more details, please also refer to the article “Differences in Twin Screw Extruders by Rotation Direction“.
Features of Twin Screw Extruders
High Mixing Capability, Well Suited for Compounding Multiple Materials
In a fully intermeshing twin screw extruder, the two screws rotate in the same direction while engaging with each other, which applies strong shear to the material. With this structure, the raw materials change places efficiently as they move forward, and uniform mixing is achieved. Even when multiple materials are processed at the same time, dispersion and distribution proceed in a stable way, so the machine handles systems that are difficult to mix, such as polymer alloys, composite materials, and materials containing nanofillers. As dispersion and distribution progress, the mechanical properties of the final product also improve substantially.
High Shear Stress
By designing the screw geometry and the screw configuration appropriately, high shear stress can be imposed on the material. As a result, even high viscosity resins and materials that are difficult to melt can reach a uniform molten state in a short time. In reactive extrusion, for example, mixing with a chemical reaction is required, and the balance between shear and residence time is critical. The fully intermeshing screw has high efficiency of energy transfer, so it can promote reactions and achieve dispersion and distribution effects while suppressing scission of polymer chains. For this reason, it delivers strong processing performance across many operations, including polymer modification, additive dispersion, and blending.
Highly Flexible Process Design
One of the most distinctive features of a twin screw extruder is the freedom to reconfigure the screw and barrel layout to match the purpose of the process. For applications that emphasize reactive extrusion or devolatilization, for example, a configuration that extends residence time and an optimized vent position can be used. When mixing or dispersion and distribution must be completed in a short time, an arrangement with more mixing zones improves efficiency. Each barrel section can also be controlled independently for temperature, so the entire process can be fine tuned with care. Thanks to this flexibility, a single machine can handle a wide range of operating conditions, from product development to mass production.
Excellent Temperature Control
Each barrel section of a twin screw extruder allows independent temperature control, and both heating and cooling can be performed with high precision. As a consequence, the melting behavior of the material and the rate of chemical reactions can be controlled tightly, and an advanced extrusion process can be maintained. For reactive systems in particular, small temperature deviations can affect the final properties, so this precise control is a key to stable quality. By optimizing heat transfer inside the barrel, unnecessary energy losses are also suppressed, which supports both stable processing and good production efficiency during long term operation.
Self Cleaning Through Wiping Action
The screws of a fully intermeshing system engage with each other like gears, so they automatically scrape off material that adheres to the screw surface and to the inside of the barrel. This wiping effect suppresses material stagnation and prevents gelation and thermal degradation. Residual material is also less likely to build up on the inside of the barrel, and the heat transfer efficiency from the heaters is kept stable. The result is a more uniform melt temperature, better energy efficiency, and reduced influence from residual material when switching between different products, which secures stable quality.
Mid Process Material Feeding (Side Feeding and Liquid Injection)
A twin screw extruder is designed to allow solids and liquids to be added partway through the extrusion process. By using side feeding, materials can be introduced at different stages, which enables staged reactions and step by step compounding. The main raw material may be mixed in the first stage, for example, and fillers, stabilizers, or plasticizers can be added in a later stage, which makes reaction control easier. With a liquid injection unit, reactants and lubricants can be metered in precisely, and the material properties can be tuned to the target. This kind of feed control raises the flexibility and reproducibility of the process design and allows complex material systems to be handled.
Mixing Performance Tunable Through Screw Element Selection
Screw elements come in many shapes for purposes such as conveying and mixing, and by combining their individual roles the process performance can be adjusted freely. Element selection guided by experimental data and simulation also makes it possible to design a process that suits the material properties and the target product. As a result, residence time can be controlled precisely, and both product quality and production efficiency can be achieved together.
Devolatilization Effect Through Vent Structures
Twin screw extruders are equipped with vent structures so that gases and volatile components generated during the extrusion process can be removed efficiently. Through devolatilization under vacuum or at atmospheric pressure, trapped gases, residual monomers, and moisture in the raw material can be discharged in an effective way. As a consequence, the transparency, density, and mechanical properties of the final product improve, and forming defects and gas marks are prevented. In processes such as resin recycling and reactive extrusion, where volatile byproducts are easily produced, this vent structure becomes an important element for stable operation.
Basic Structure of Twin Screw Extruder

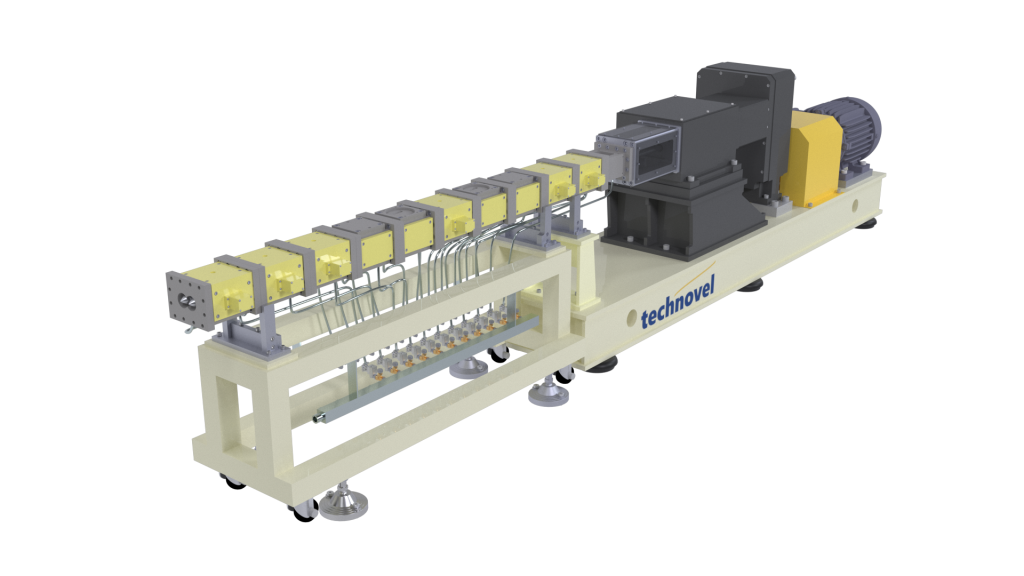
In a twin screw extruder, power is supplied by a motor, and through a gearbox the power is transmitted to the screws at an appropriate rotational speed. The two screws rotate inside the barrel while engaging with each other, conveying the raw material as melting and mixing take place. Heaters are attached to the barrel, and temperature control keeps the material in the best possible state. The final product quality and performance depend strongly on the screw geometry, the rotational speed, and the barrel temperature. The basic twin screw extruder is built from the main parts and auxiliary equipment described below.
Barrel
The barrel is the structure through which the material is conveyed, and the screws are arranged inside it. It manages the temperature and pressure of the material, and in some cases it is equipped with jackets for heating and cooling. The barrel is often built from several sections, and the temperature is adjusted according to the stage of processing.
Heater
The heater is attached to the barrel and adjusts the temperature of the material. Heating is performed so that the material is processed at the proper temperature.
Screw
The screw is the most important component of a twin screw extruder. Two screws are arranged inside the barrel and rotate. The geometry and arrangement of the screws have a strong influence on mixing and on the efficiency of compounding. By combining screw elements with different roles, the machine conveys the material, performs dispersive and distributive mixing, and delivers it to the outlet.
Gearbox
The gearbox is the mechanism that transmits the rotation of the motor to the screws. It plays the role of adjusting the rotational speed and torque of the screws.
Motor
The motor is the power source that drives the entire extruder. The extrusion performance is adjusted by controlling the rotational speed and the torque.
Die Head
The die head is the part that shapes the extruded material. As the material passes through it, the material is formed into a specific cross section. The die can be exchanged according to the shape of the product, and it is designed for each product type.
Ancillary Facility
Auxiliary equipment is indispensable for a twin screw extruder. Each piece of ancillary equipment has its own characteristics. Feeders supply raw material in a stable manner, screen changers remove foreign matter, and gear pumps stabilize pressure and flow rate. Cooling devices cool the material after shaping, and pelletizers cut the material into granules. Please refer to the following page for details.
Operating Principle and Process of Twin Screw Extruder

As for the operating principle, the material is supplied by a feeder and moves forward through the rotation of the screws. Because the two screws engage with each other, the material is compressed and mixed at the same time, and a uniform state is achieved. Pressure and temperature control are important, and when required, heat is applied to promote melting or chemical reactions.
Feeding
Using a feeder, the raw material is supplied from the hopper to the screws. The rotation of the screws moves the raw material forward.
Heating and Melting
The heaters warm the raw material inside the barrel, and the material changes from a solid to a liquid or molten state. Temperature management is very important, and the melt temperature must be controlled with high precision.
Dispersive and Distributive Mixing
While the screws push the material forward, the material is also being mixed. The screw configuration improves dispersibility and homogeneity, so that the material properties can be optimized. The mechanism of dispersion and distribution and related technical information are introduced on the following page.
Degassing
Gases and moisture trapped in the resin material may be released during the process. To remove them, a degassing zone is provided. Unwanted gases and moisture are discharged through the vent, which improves the quality of the product.
Extrusion
Finally, the molten material is pushed out through the die and shaped into the final cross section. The material then solidifies with the help of the cooling system and becomes the finished product.
Applications of Twin Screw Extruders

The applications of a twin screw extruder go well beyond pelletizing. They include recycling, filler compounding, polymer alloys, polymer blends, devolatilization, compounding with natural resource materials, and the compounding and masterbatch preparation of biodegradable resins. From direct forming of sheets and films to reactions, drying and dewatering, demonomerization, and desolvation, the technology covers many different fields.
Compounding and Pelletizing
Pelletizing through compounding is one of the most basic applications of a twin screw extruder. Polymer raw materials and additives are mixed uniformly and formed into pellets, which provides resin pellets that can be used in downstream operations such as injection molding and blow molding.
Recycling
In the recycling field, twin screw extruders are used to recover waste plastics and composites and regenerate them into new materials. With features for removing foreign matter and for devolatilization, gases and impurities produced during recycling can be eliminated efficiently, and high quality recycled materials can be produced. In recent years, twin screw extruders have been used not only for mechanical recycling but also for chemical recycling, including the monomerization of plastics such as PMMA.
Filler Compounding
In filler compounding, fillers such as glass fiber, carbon fiber, and calcium carbonate (inorganic fillers) are blended with polymers to enhance the physical properties of the material, and twin screw extruders play a key role. Uniform dispersion of fillers is directly tied to material properties, so highly efficient mixing is required.
Polymer Alloys and Polymer Blends
In the production of polymer alloys and blends, different polymers must be mixed uniformly to create materials with new properties. Twin screw extruders are used to compound these polymers with high efficiency and to promote interactions at the molecular level.
Compounding with Natural Resource Materials
In recent years, rising environmental awareness has drawn attention to compound materials that combine polymers with natural resources such as cellulose. Twin screw extruders are well suited for mixing these natural materials with polymers in a uniform way and for producing such compounds efficiently. As a concrete example, CNF is blended with polymers to manufacture lightweight composite materials with high strength.
Direct Forming of Sheets and Films
Twin screw extruders are also applied to the direct forming of sheets and films. Thanks to highly accurate mixing, sheets and films with uniform material properties can be produced, and the thickness and strength of the product can be controlled precisely.
Reaction, Drying and Dewatering, Demonomerization, and Desolvation
Twin screw extruders are also used for polymer reactions, dewatering, demonomerization, and desolvation. With these capabilities, byproducts formed during the reaction and unwanted components can be removed efficiently, which improves material quality and allows reaction times to be controlled. Solvents present during polymer production can also be removed efficiently by taking advantage of the devolatilization function of the twin screw extruder.
Plant Based Meat (Soy Meat)
High moisture soy meat (HMMA) is produced at 40 to 80 percent moisture content and has a soft, moist, fibrous texture. Low moisture soy meat (TVP), by contrast, is made at 15 to 30 percent moisture content, has a dry and porous structure, and achieves a meat like texture when rehydrated. Both can be produced with a twin screw extruder by adjusting the moisture content together with the die design and screw configuration.
Types of Twin Screw Extruders
The features of a co rotating fully intermeshing twin screw extruder were introduced briefly above, but as shown in the figure, twin screw extruders themselves can be divided into several types. The two main criteria are whether the two screws engage with each other or not, and whether the two screws rotate in the same direction or in opposite directions, and these two points define the broad categories of extruders.
Among twin screw extruders, the fully intermeshing co rotating compounding extruder has become the mainstream, since it provides excellent self cleaning capability and delivers stable operation together with high quality compounding.
Differences Due to Screw Intermeshing
In the fully intermeshing type, the screws engage with each other as they rotate, and the material is mixed strongly. This structure enables uniform mixing and highly accurate processing, and it suits resin compounding and reactive extrusion. It allows high shear and precise mixing, while the non intermeshing type is characterized by gentle mixing.
On the other hand, because the screws do not fully engage with each other in that type, the self cleaning performance tends to be somewhat lower. As a result, material is prone to stagnate on the screws and inside the barrel, and residues may form, especially with high viscosity materials or composite materials that have a high filler content. This can lead to thermal decomposition or thermal degradation of the material, and it may affect the stability of the extrusion process. In addition, when residual material adheres to the inside of the barrel, the efficiency of heat transfer from the heaters can drop, which may influence temperature control and energy efficiency.
Differences Due to Screw Rotation Direction
Twin screw extruders come in co rotating and counter rotating types. Since the rotation direction differs and the screw geometry also changes substantially, the two machines have quite different characteristics. In a co rotating twin screw extruder, the shear stress between the screws is large, and mixing proceeds in a strong manner. A counter rotating twin screw extruder applies lower shear stress than the co rotating type, so it suits materials for which heat generation from shear should be avoided.
*For more details, please also refer to the article “Differences in Twin Screw Extruders by Rotation Direction“.
Screw Configuration of Twin Screw Extruder

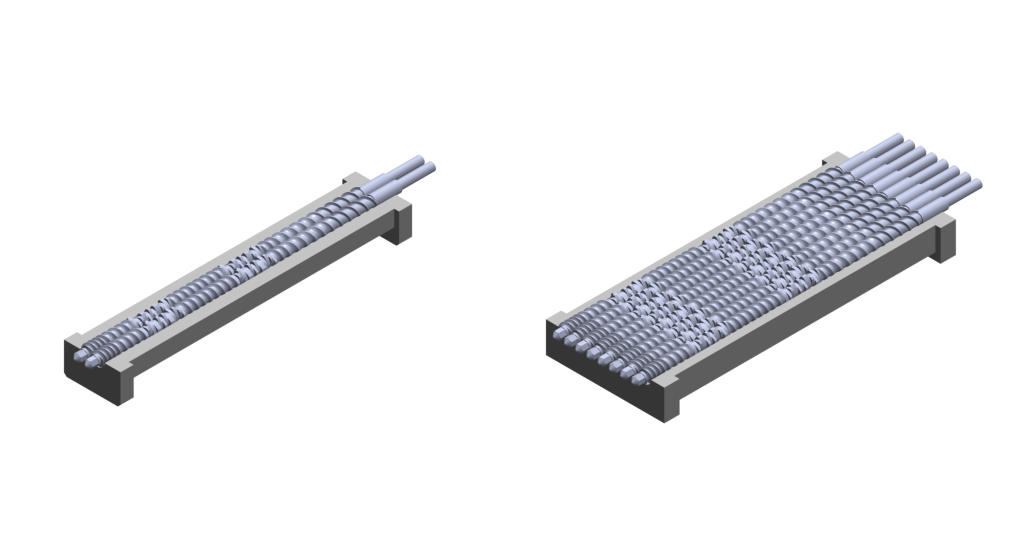
A twin screw extruder is a machine with a high degree of freedom, built by combining two screws made of segmented elements according to the application and the extrusion process. The raw material is fed in a stable manner at the feeding section, conveyed forward through the conveying section while being heated and compressed, then fully melted and homogenized in the mixing section by the strong shear stress generated by the fully intermeshing twin screws. Additives and fillers are dispersed uniformly, and the material is finally pushed out from the discharge section to the die, where it is supplied continuously to downstream operations such as pelletizing and film or sheet forming. In this way, a twin screw extruder can carry out conveying, melting, mixing, and extrusion continuously as a single sequence of steps, so it covers a wide range of applications, including the production of composite materials.
Screws and Screw Configuration of Twin Screw Extruder
The screw design and process design of a twin screw extruder are more complex than they appear from the outside. On an actual extrusion floor, many factors interact at the same time, including material properties, screw configuration, screw speed, throughput, and temperature settings, and small differences among them affect resin temperature, mixing state, and product quality. At the same time, practical extrusion conditions and the screw configuration reflect the experience and know how of each manufacturer and each production site very strongly. For this reason, in the actual design environment, what matters more than the specific configuration or condition values is the reasoning behind why such a configuration is chosen, and a deeper understanding of the phenomena that take place inside the extruder.
The linked page summarizes how material is conveyed, melted, mixed, and pressurized inside a twin screw extruder, and what kind of role factors such as the L/D ratio, screw channel depth, element configuration, and degree of fill play in those steps. It organizes a basic way of looking at the extrusion process.
*For more details, please also refer to the article “Screws and Configuration of Twin Screw Extruder“.
Machine Sizes of Twin Screw Extruders
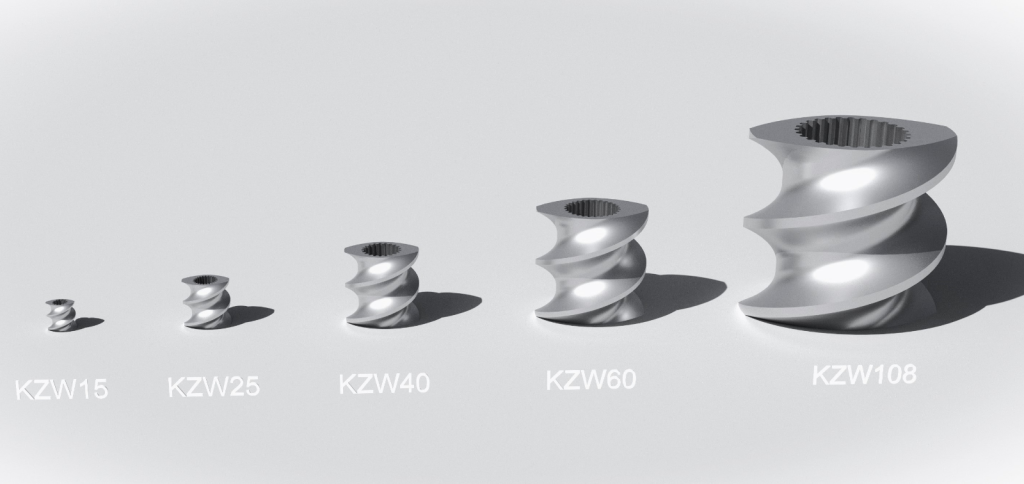
The machine size of a twin screw extruder is generally expressed by the diameter of the two screws. As the screw diameter increases, the internal volume of the barrel also grows, which allows melting and mixing of the material to proceed more efficiently and enables higher throughput. In addition, a larger screw length to diameter ratio (L/D ratio) allows finer adjustment of residence time and shear stress during extrusion, which helps improve the dispersion of the material.

On the other hand, small machines used for material development and the evaluation of new materials must be sized for easy handling and flexible installation. A small unit intended for research and development needs to allow evaluation with small sample quantities. In the research and development field, twin screw extruders with diameters of 6 to 20 mm are generally used. For example, in the case of a 15 mm small twin screw compounding extruder, throughput of several hundred grams to 5 kg per hour can be achieved for general purpose materials, which is an ideal size for obtaining samples for post extrusion analysis and evaluation.
Even small machines are expected to offer the same handling characteristics, operability, and customization as production machines. It is important to faithfully reproduce processes performed on a production machine, including the feeding method, temperature settings, and the optimization of mixing conditions. The ability to design and manufacture the machine and its auxiliary equipment in house also contributes greatly to improving the accuracy of customer material development and prototyping. This makes it possible to transfer the knowledge obtained at the research and development stage smoothly to production machines and to perform efficient scale up with the production process in view.
*Example of the actual small machines referred to in this article: Technovel small twin screw compounding extruders (KZW06TW / KZW15TW and others)
Dispersive and Distributive Mixing in a Twin Screw Extruder

The mixing action in an extruder requires plasticizing and melting the polymer, adding a different polymer, fillers, and additives, and obtaining a uniform compounded material. The states that occur during this mixing can be divided into two forms of blending: dispersive mixing and distributive mixing. When using a twin screw extruder, it is therefore important to grasp the mechanism of the mixing action in each processing operation.

The flow of material inside an extruder can also be divided into “shear flow” and “elongational flow.” It is generally accepted that in a twin screw extruder, shear flow makes the main contribution. However, since elongational flow fields also play an important role in dispersive mixing, both shear flow and elongational flow must be considered in sufficient depth.
*For more details, please also refer to the article “Dispersive and Distributive Mixing in Twin Screw Extruder“.
Differences Between Single Screw and Twin Screw Extruders
The difference between single screw and twin screw machines goes beyond the number of screws. They also differ in the conveying and propulsion principles, self cleaning, extrusion stability, and material feeding. As for the conveying principle, single screw extruders and co rotating twin screw extruders rely on the screw and nut principle, in which the material is pushed forward by friction. In a co rotating twin screw extruder, the screws engage with each other and convey the material efficiently through the self cleaning provided by the wiping effect. In a counter rotating twin screw extruder, the material is pushed forward in a forced manner by the calendering effect.
*For more details, please also refer to the article “Differences Between Single Screw and Twin Screw Extruders“.
Degree of Fill and Residence Time in Twin Screw Extruder
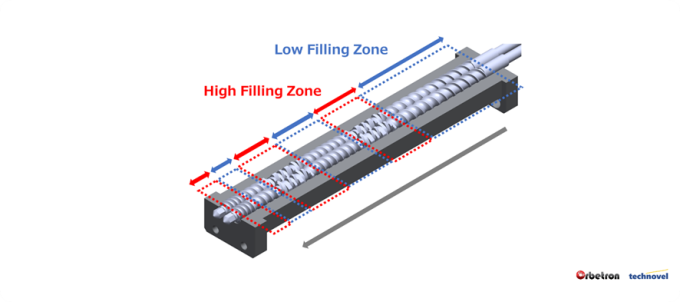
In a twin screw extruder, attention is often focused on the screw configuration itself, but what really shapes the actual process behavior is the state of fill in which the material flows inside the machine. Even with the same screw configuration, only a change in throughput or screw speed can produce large differences in resin flow, residence state, and the way shear is applied.
This page organizes the basic concept of the degree of fill in a twin screw extruder, and how Q/N, an indicator of the fill condition, influences the fill behavior inside the machine. With references to actual machine observations, it presents the phenomena occurring inside the extruder in a form that is as intuitive as possible.
*For more details, please also refer to the article “Degree of Fill and Residence Time in Twin Screw Extruder“.
Practical Organization of Operating Conditions in Twin Screw Extruder
The process behavior of a twin screw extruder emerges from the energy input state that is shaped by the combination of operating variables that can be set and changed during running (soft conditions) and structural variables that are determined in advance as the machine specification (hard conditions). As a result of these condition settings, various process indicators such as resin temperature, resin pressure, specific energy, and residence time appear, and the melting state and the mixing state of the material can be evaluated quantitatively.
When optimizing a twin screw extrusion process, considering each condition independently is not enough. It is necessary to take a broader view of the relationship between operating variables and structural variables, from the standpoint of what kind of energy is being given to the material and in what form. Designing conditions while watching how that energy input state shows up as temperature, pressure, specific energy, and residence behavior, and observing those cause and effect relationships, is essential for stabilizing the twin screw extrusion process.
*For more details, please also refer to the article “Practical Organization of Operating Conditions in Twin Screw Extruder“.
Plasticization and Melting Behavior in Twin Screw Extruder

In a twin screw extruder, various forms of heat generation produced by the high shear stress of the two screws act on the plastic material in complex ways, and the plasticization and melting of the resin is believed to proceed through this combined action. This plasticization and melting process accounts for the majority of the total energy consumption inside the extruder and governs the dispersion state of different plastics and nanoparticles. The plasticization and melting process can be classified into four mechanisms: (1) heat generation by plastic deformation, (2) heat generation by viscous dissipation, (3) heat generation by friction, and (4) heat input from the heaters.
*For more details, please also refer to the article “Practical Organization of Operating Conditions in Twin Screw Extruder“.
Optimization of Tip Clearance in Twin Screw Extruder
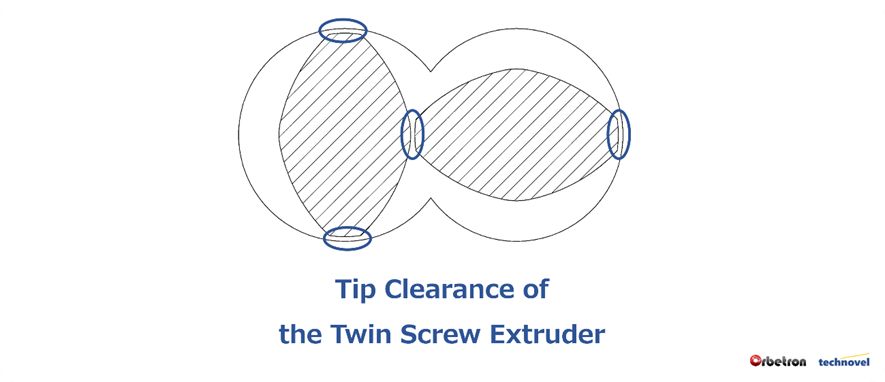
In the melt mixing operation of an extruder, the design of the optimal tip clearance has a strong influence on the dispersive mixing performance, the thermal history, and the self cleaning capability. With a small clearance, high shear stress is applied, and dispersibility improves. However, this condition can lead to heat generation by plastic deformation, viscous dissipation, and friction, so attention must be paid to the risk of thermal degradation and local overheating of the material. On the other hand, since the self cleaning property is enhanced, material is less likely to stick to the barrel or screws, and thermal degradation can be suppressed even during long operation. When the clearance is large, more material flows into that region, but the shear stress drops, and dispersibility may decrease.
*For more details, please also refer to the article “Optimization of Tip Clearance in Twin Screw Extruder“.
Scale Up of Twin Screw Extruder
The scale up of a twin screw compounding extruder is not a problem that can be closed out by simply enlarging the machine dimensions or applying a single formula. As the machine becomes larger, many factors change simultaneously, so making every indicator match exactly is difficult both in theory and in practice. The cube law that scale up theory provides is a three dimensional approach based on throughput, while the square law is a two dimensional approach based on heat transfer and energy. The actual twin screw compounding process does not follow either one completely. It sits somewhere between the two. If productivity is given priority, the process moves closer to the cube law, while if reproducibility of material history is emphasized, it moves closer to the square law, and this trade off cannot be avoided. That is exactly why scale up is difficult, and at the same time an interesting subject. The scale up of a twin screw compounding extruder is a design process of selecting the single most suitable point for the goal from the countless options that lie between the square and the cube. It is a field where the philosophy and experience of the engineer who runs the extruder come through clearly, and it is a place where skill truly shows.
*For more details, please also refer to the article “Scale Up of Twin Screw Extruder“.
Extrusion Technology Roadmap

All 13 articles organized in 4 stages (Basic Concepts / Machine Configuration / Internal Phenomena / Practical Applications)
ABOUT THE PUBLISHER
Technovel Corporation — Extrusion Machinery Specialists
Osaka based Technovel specializes in extrusion machinery. We built the world’s first horizontally multi screw extruder, and our Quad and Octa screw extruders now serve diverse industries. Our twin screw range runs from the world’s smallest 6 mm lab unit, through our best-selling 15 mm model, to large production machines. This column shares the know how behind them.