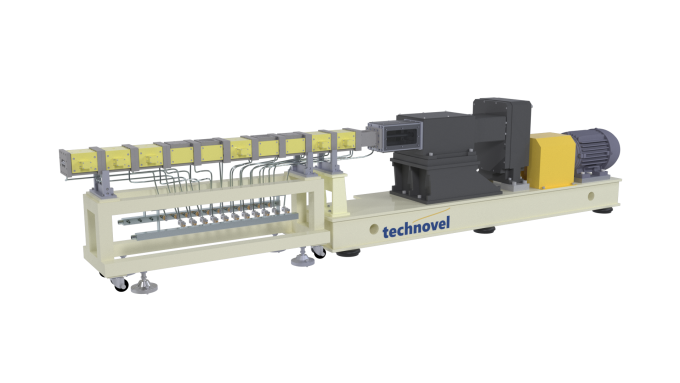
QUAD/OCTA SCREW EXTRUDER
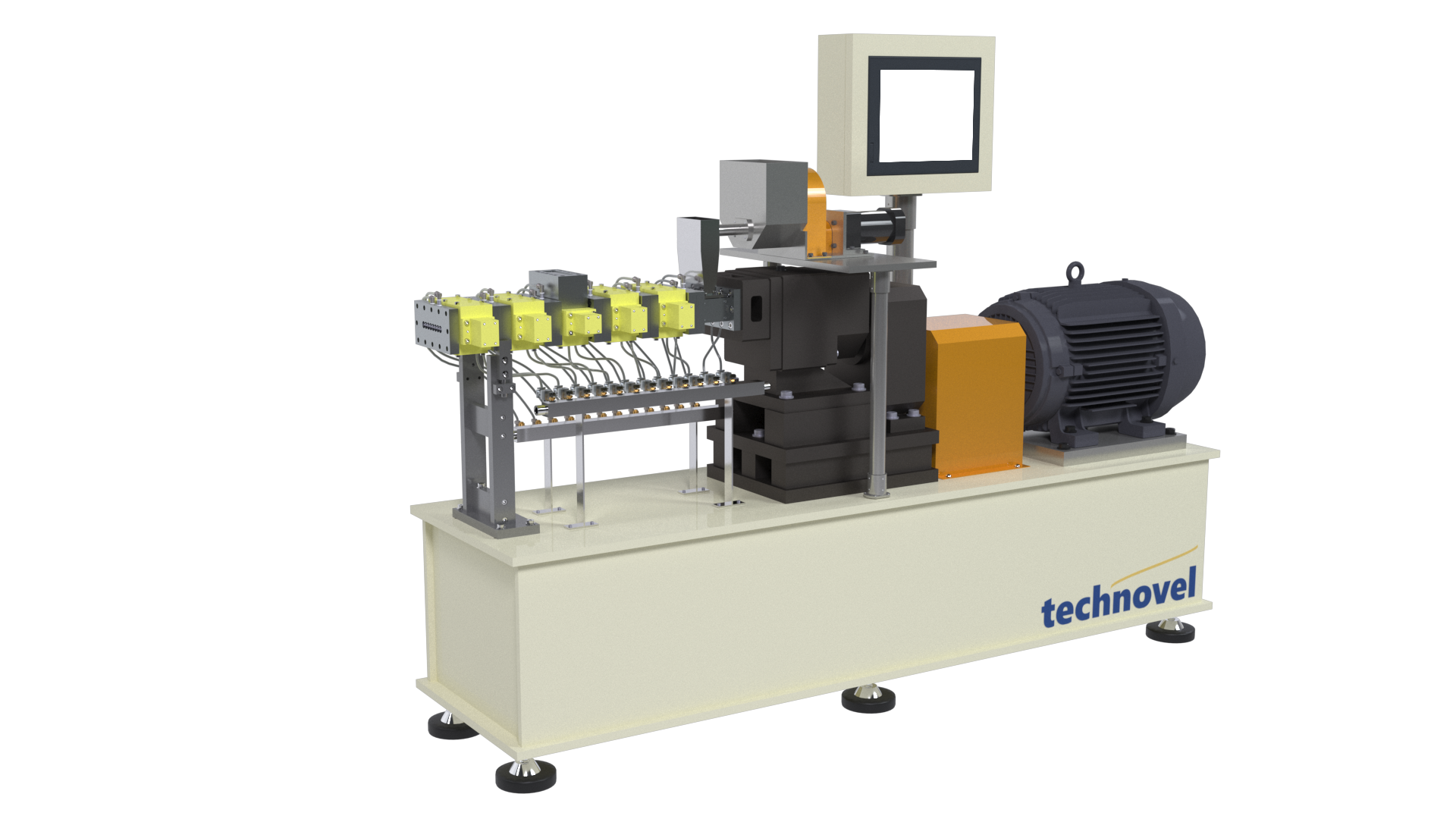
Octa Model "WDR-OT Series"
Quad Model "WDR-QD Series"
- POINT01
 Best performance in all extruder
Best performance in all extruderQuad/Octa screw extruder is Technovel new machine that enable kneading that was not possible with twin screw extruder.
- POINT02
 Solving impossible compounds by multi screw extruder
Solving impossible compounds by multi screw extruder"I aim to enhance the blending efficiency."
"I seek to prolong the residence time."
"I aspire to optimize the spatial efficiency of equipment installation."
"I endeavor to reduce torque by shortening the L/D ratio."
Realizing a compound system in areas unattainable with a twin screw extruder.
Other Features
- 1Improvement of kneading performance
- 2Long time residence
- 3High degassing performance
- 4Volumed feeding system
- 5Maximum dispersibility
- 6Space saving, energy saving
Technical Data
| Screw diameter | 08, 15, 20, 25, 32, 40, 48, 60, 71, 92 |
|---|---|
| Number of screw | QD : Quad screw type OT : Octa screw type |
| L / D | 15~150 |
| Grade | “WDR” series |
| Screw type | NH : Standard depth of screw grove SH : Deeper screw depth OT : Other specification |
| Screw rpm | 100~10,000rpm |
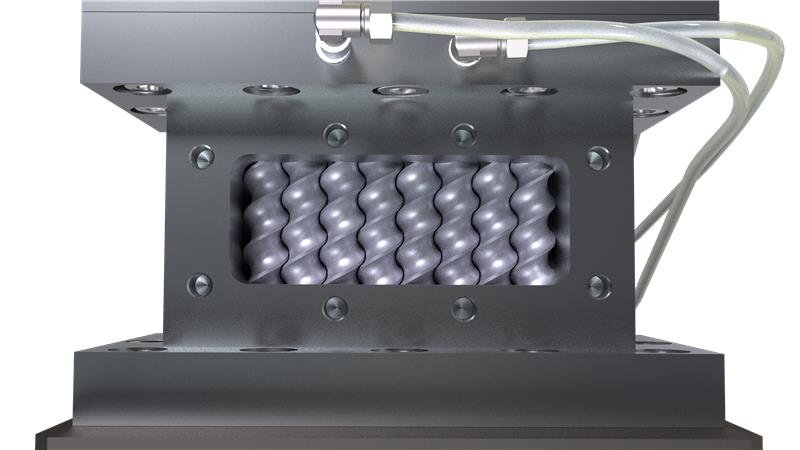
Intermeshing Points
More screws mean more intermeshing points
An intermeshing point is where two neighboring screws engage with each other, and the count rises as the number of screws grows.
Each intermeshing point acts as a “redistribution point”: it splits the material flow, transfers part of it to the next screw, and rearranges it.
Kneading proceeds without adding back flow, which disturbs residence time, so strong kneading and a uniform residence time are achieved at the same time.
* The dark points in the diagram mark the intermeshing points. For N screws, the count is 2 × (N − 1): 2 screws give 2, 4 screws give 6, 8 screws give 14.
Free Volume & Heat Transfer Area
3.65 times the volume, 3.3 times the heat transfer area
Taking a twin screw extruder of the same screw diameter as 1, the quad screw has 1.88 times the free volume and 1.75 times the heat transfer area, and the octa screw has 3.65 times the free volume and 3.3 times the heat transfer area.
In a multi screw extruder, the heat transfer area grows almost in proportion to the volume, so temperature control capability is maintained even when the output is increased.
Because of this characteristic, adding screws can also be one of the options for scale up, alongside the conventional approach of enlarging the screw diameter.
* Ratios with a twin screw extruder of the same screw diameter and the same process length taken as 1 (calculated values based on our standard screw geometry)
* When the diameter is enlarged, the heat transfer area increases only with the 2/3 power of the volume (3.652/3 ≈ 2.4)
* A larger screw diameter also means a deeper screw channel, so the heat transfer distance into the molten resin becomes longer
With a multi screw design, the volume is increased without deepening the channel, which keeps the increase in heat transfer distance small
Applications
Process tasks suited to multi screw extruders
Strong kneading capability, large free volume, good temperature control, and a uniform residence time.
The shear level can be set over a wide range, from intense dispersive kneading to mild kneading, and the large heat transfer area gives better temperature control than a conventional twin screw extruder, so the application range extends to heat sensitive materials.
Here we map these multi screw characteristics by asking “which strength belongs in which process.”
Technovel products
-
 TWIN SCREW EXTRUDER
TWIN SCREW EXTRUDERTechnovel Standard TSE
KZW / MFU / ZRO SERIES -
 LAB TWIN SCREW EXTRUDER
LAB TWIN SCREW EXTRUDERTechnovel Popular Product
KZW / MFU / ZRO SERIES -
 QUAD/OCTA SCREW EXTRUDER
QUAD/OCTA SCREW EXTRUDERTechnovel Original Product
WDR-OT /WDR-QD Series -
 SINGLE SCREW EXTRUDER
SINGLE SCREW EXTRUDERTechnovel Standard Model
SZW Series -
 LOOP TWIN SCREW EXTRUDER
LOOP TWIN SCREW EXTRUDERLoop Type Model
ULTnano Series -
 COUNTER-ROTATING TWIN SCREW EXTRUDER
COUNTER-ROTATING TWIN SCREW EXTRUDERCounter Rotating Model
TCR Series
Please free to contact us.