Co-Rotating vs. Counter-Rotating Twin Screw | Technovel
Co rotating versus Counter rotating Configurations
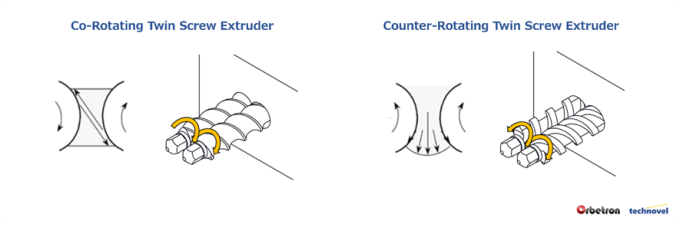
Twin screw extruders fall into two principal categories: the co rotating twin screw extruder and the counter rotating twin screw extruder. Because the rotation direction differs and the screw geometry changes substantially as a result, the characteristics of the two machines diverge significantly. In the co rotating configuration, shear stress between the screws is high and mixing proceeds with considerable intensity. The counter rotating configuration generates lower shear stress than the co rotating type, which makes it well suited to materials where shear induced heat generation must be avoided.
The Co rotating Twin Screw Extruder
Direction of Screw Rotation
In a co rotating twin screw extruder, the two screws rotate in the same direction, and a fully intermeshing geometry is typically adopted. This geometry produces a flow field in which material is forcibly handed off to the next flight at the intermeshing region between the screws. The arrangement allows the internal volume to be configured with very few dead zones, and the degree of fill can be controlled relatively easily through screw design and operating conditions. Material also exhibits a periodic motion as it travels between the screws, and the self wiping action suppresses stagnation and adhesion. The self wiping behavior plays a particularly important role in keeping the residence time distribution (RTD) narrow during reactive extrusion and the processing of materials sensitive to thermal history.
Mixing Performance
The high mixing performance of the co rotating twin screw extruder arises because intense shear fields develop both between the screws and between the screw and the barrel, while mixing elements such as kneading blocks add an elongational flow component. Together these mechanisms impose a complex deformation history on the material. A further defining feature is that the combination of screw elements can be designed freely, which allows the location and magnitude of energy input to the material to be controlled deliberately. The co rotating twin screw extruder enables structural control through the breakup of filler agglomerates, the regulation of phase morphology in polymer alloys, and the promotion of mass transfer in reactive extrusion.
Applications
Owing to these characteristics, the co rotating twin screw extruder is used across a wide range of fields. Typical applications include compounding with inorganic fillers, organic fillers, and even nanoscale fillers; the production of polymer alloys and polymer blends; and reactive extrusion involving polymerization or compatibilization. With nanocomposites that incorporate carbon nanotubes or cellulose nanofibers, the dispersion state of the filler exerts a strong influence on the final properties, yet excessive shear can also trigger polymer degradation, so careful process design is required.
The Counter rotating Twin Screw Extruder
Direction of Screw Rotation
In a counter rotating twin screw extruder, the two screws rotate in opposite directions. At the intermeshing region, material is drawn in by the screws and advances forward while being compressed. Material transport depends strongly on screw rotation itself, and stable extrusion can be achieved even at comparatively low rotational speeds. Operation also takes place under a high degree of fill as a basic premise.
Mixing Performance
Mixing in the counter rotating twin screw extruder is not governed by the strong shear stress typical of the co rotating type. Instead it relies primarily on the compressive and elongational deformation that arises between the screws. A calendering effect appears at the intermeshing region, where material is dispersed under relatively gentle conditions. As a consequence, shear stress and the associated shear heating can be held low, and the machine is well suited to processing materials that lack thermal stability.
Applications
Materials such as rigid PVC exhibit a low thermal decomposition temperature together with poor melt flow. With this class of material, the high shear conditions of the co rotating twin screw extruder can work against the process. The counter rotating twin screw extruder, by contrast, allows the extrusion temperature to be held low through operation at high fill and low rotational speed. Combined with the calendering effect generated between the screws, this enables stable forming of PVC pipes, sheets, and profile extrusion products.
Characteristics of the Counter rotating Twin Screw Extruder
The counter rotating twin screw extruder shows excellent characteristics for the extrusion forming of materials such as rigid PVC, which combine poor thermal stability with low melt flow. Compared with the co rotating type, mixing can be carried out at lower shear stress, which in turn allows extrusion forming at low temperatures while suppressing any rise in material temperature. Thanks to these properties, the counter rotating twin screw extruder is widely used in the production of PVC pipes, sheets, and profile extrusion products.
In the counter rotating twin screw extruder, the calendering effect that appears at the intermeshing region between the screws can be put to active use, and this effect is considered to be highly effective for the dispersive mixing of additives. In principle, the intermeshing region of the screws has a geometry similar to that of a calender roll. As material passes through this region it undergoes repeated compressive and elongational deformation, so dispersion proceeds under relatively gentle conditions. This mixing mechanism is particularly well matched to PVC formulations, where moderate dispersion is more desirable than fully microscopic dispersion.
Related Extrusion Columns
Extrusion Technology Roadmap

All 13 articles organized into four stages: fundamental concepts, machine configuration, internal phenomena, and practical applications.
ABOUT THE PUBLISHER
Technovel Corporation — Extrusion Machinery Specialists
Osaka based Technovel specializes in extrusion machinery. We built the world’s first horizontally multi screw extruder, and our Quad and Octa screw extruders now serve diverse industries. Our twin screw range runs from the world’s smallest 6 mm lab unit, through our best-selling 15 mm model, to large production machines. This column shares the know how behind them.