Tip Clearance in Twin Screw Extruders | Technovel
What Is Tip Clearance

In the melt mixing process of an extruder, mixing is generally understood to occur primarily through the action of shear stress as material passes through the tip clearance region. Tip clearance refers to the gap between the crest of a screw flight and the inner surface of the barrel, or the gap between the crest of one screw flight and the body of the opposing screw. In the melt mixing of an extruder, the design of an optimal tip clearance is of considerable importance.
Shear Stress
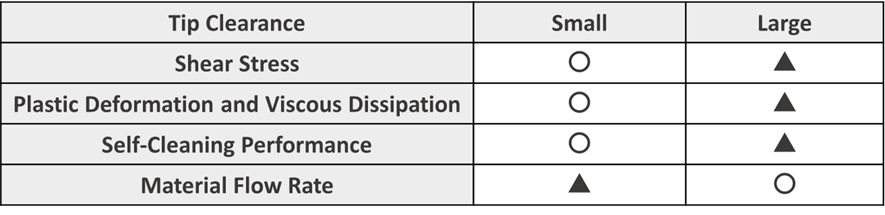
A small clearance applies higher shear stress to the material. This improves dispersion, but with certain materials it may cause thermal degradation or localized heating. A large clearance reduces shear stress, so uniform dispersion of particles or fillers tends to be more difficult to achieve.
Plastic Deformation and Viscous Dissipation
In a twin screw extruder, the melting of resin depends not only on heat conduction from the heaters mounted on the barrel, but also significantly on the heat generated by plastic deformation during mixing, by viscous dissipation, and by friction. Plastic deformation occurs when the flowing material is subjected to high shear stress in the clearance region. Viscous dissipation becomes pronounced in fluid flow under high shear stress. As the tip clearance becomes smaller, heat generation from plastic deformation and viscous dissipation also increases.
Self Cleaning Performance
As the tip clearance becomes smaller, material adhering to the barrel and screws is scraped off more efficiently, which considerably improves self cleaning performance. Better self cleaning prevents thermal degradation caused by long term resin adhesion and also raises the efficiency of heat conduction from the barrel heaters.
Inflow Rate
When the tip clearance is large, a greater amount of material flows into that clearance. By contrast, when the tip clearance is small, the amount of material entering the clearance is reduced.
Effect on Residence Time Distribution
Tip clearance also affects the residence time distribution, that is, the variation in how long the material stays inside the extruder. When the tip clearance is large, more material leaks backward over the screw tips, so part of the material moves back and forth repeatedly and the variation in residence time becomes larger. In addition, deposits and contaminants that are not wiped off the barrel or screw surfaces stay inside the machine for a long time without joining the main flow. Such material can cause quality problems like gels and black specks from thermal degradation, or the previous material taking a very long time to clear out during a material change.
When the tip clearance is small, the back and forth flow over the screw tips decreases, and better self-cleaning leaves less resin sitting in the machine for a long time. As a result, the residence time distribution becomes narrower. A more uniform residence time leads to a more uniform thermal history and shorter material change times, which is a major advantage for stable product quality.
Summary
A smaller tip clearance gives stronger shear, which improves the breakup of agglomerates and the dispersion of fillers. It also reduces leakage flow and wiping residue, which narrows the residence time distribution and improves many quality-related factors in the same direction: more uniform thermal history, fewer black specks, less gel formation. In this sense, a smaller tip clearance is basically a favorable design choice, and this is also one of the reasons why co-rotating, fully intermeshing twin-screw extruders, which can keep the clearance small, have become the standard in compounding. On the other hand, a smaller clearance generates more heat through plastic deformation and viscous dissipation, raising the local temperature, so there is a risk of degradation with materials that are sensitive to heat or shear.
Tip clearance is a base dimension that each manufacturer designs for each machine with this balance in mind. It is not something users adjust day to day like operating conditions. Even so, understanding what is happening in this small gap is important, because it helps you read the condition of your machine and make better decisions about equipment and specifications.
Related Extrusion Columns
Extrusion Technology Roadmap

All 13 articles organized into 4 stages (fundamental concepts / machine configuration / internal phenomena / practical application)
ABOUT THE PUBLISHER
Technovel Corporation — Extrusion Machinery Specialists
Osaka based Technovel specializes in extrusion machinery. We built the world’s first horizontally multi screw extruder, and our Quad and Octa screw extruders now serve diverse industries. Our twin screw range runs from the world’s smallest 6 mm lab unit, through our best-selling 15 mm model, to large production machines. This column shares the know how behind them.